18 Measurement Functions
The interpolation can be executed in state G40 only. Programming G31 in state G41 or G42 returns error message 3054 G31 IN INCORRECT STATE. Again, the same error message will be returned if state G95, G51, G51.1, G68 or G16 is in effect.
The value specified at coordinates v may be an incremental or an absolute one. If the next movement command following G31 block is specified in incremental coordinates, the motion will be calculated from the point where the skip signal has arrived and the motion stopped.
For example,
N1 G31 G91 X100
N2 X30 Y50
An incremental motion in direction X is started in block N1. If the control comes to a halt at the point of coordinate X=86.7 on arrival of the external signal, it will move incrementally 30 in X direction and 50 in Y direction in block N2 (reckoned from that point).
In the case of an absolute data specification being programmed, the motion will be
N1 G31 G90 X200
N2 X300 Y100
Interpolation N1 starts a motion in direction X to the point of coordinate X=200. If, after arrival of the external signal, the control comes to a halt at the point of coordinate X=167, the displacement in direction X will be
Fig. |
Fig. |
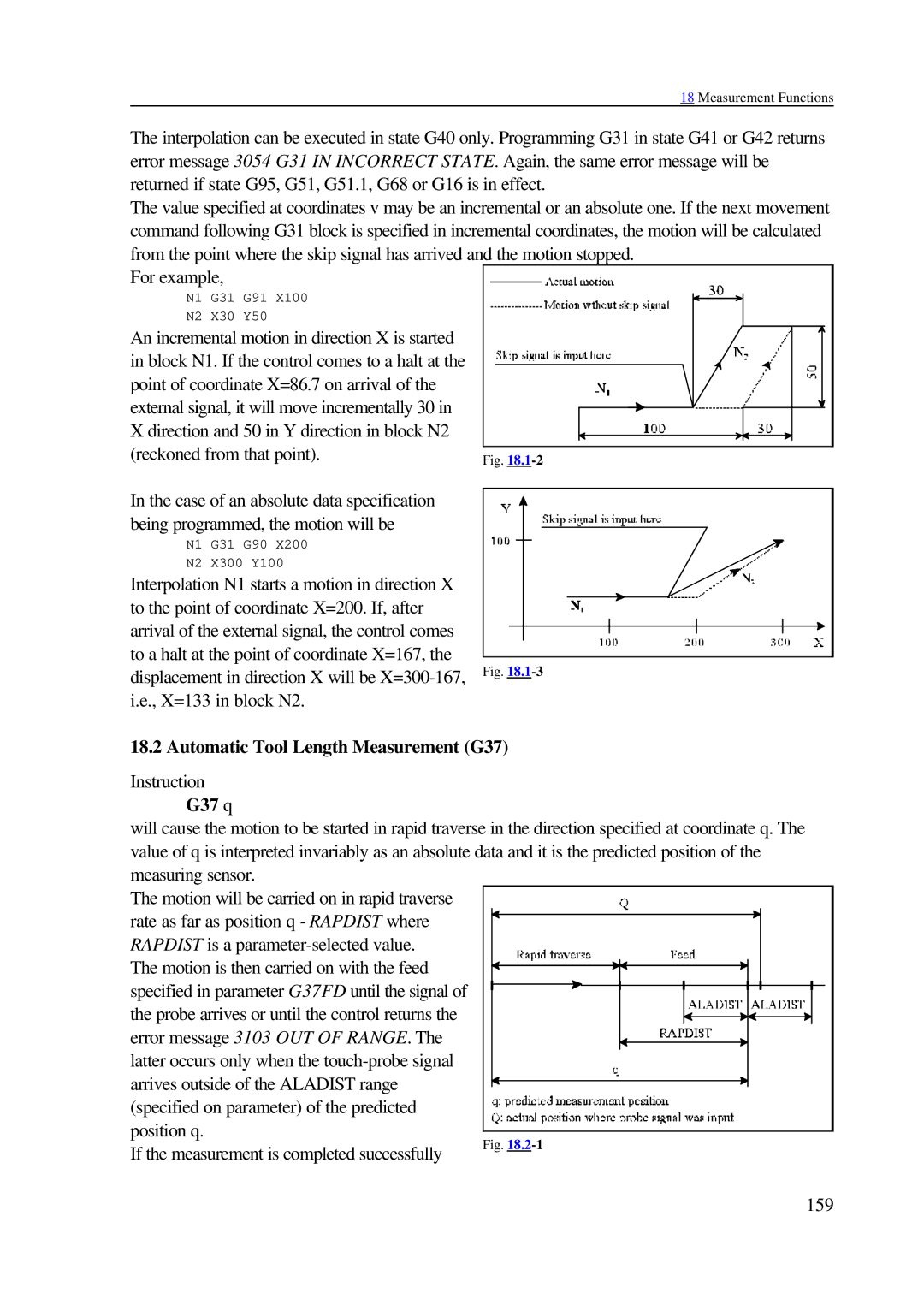
18.2 Automatic Tool Length Measurement (G37)
Instruction G37 q
will cause the motion to be started in rapid traverse in the direction specified at coordinate q. The value of q is interpreted invariably as an absolute data and it is the predicted position of the measuring sensor.
The motion will be carried on in rapid traverse
rate as far as position q - RAPDIST where RAPDIST is a
The motion is then carried on with the feed specified in parameter G37FD until the signal of the probe arrives or until the control returns the error message 3103 OUT OF RANGE. The
latter occurs only when the
arrives outside of the ALADIST range (specified on parameter) of the predicted position q.
If the measurement is completed successfully
159