6 The Feed
Deceleration and acceleration will be commenced at distances Ll and Lg before and
after the corner, respectively. In the case of
(circles) arcs, distance Ll and Lg will be calculated by the control along the arc. Distances Ll and Lg will be defined in
parameters DECDIST and ACCDIST, respectively.
The value of override can be selected as a percent in parameter CORNOVER. The override will begin to be effective at distance Ll before the corner, and will be effective over distance Lg behind the corner. The values of feed override and corner override will be taken into account together by the control:
F* feed override * corner override.
Write G09 in the particular block to program an exact stop in state G62.
6.4.6 Internal Circular Cutting Override
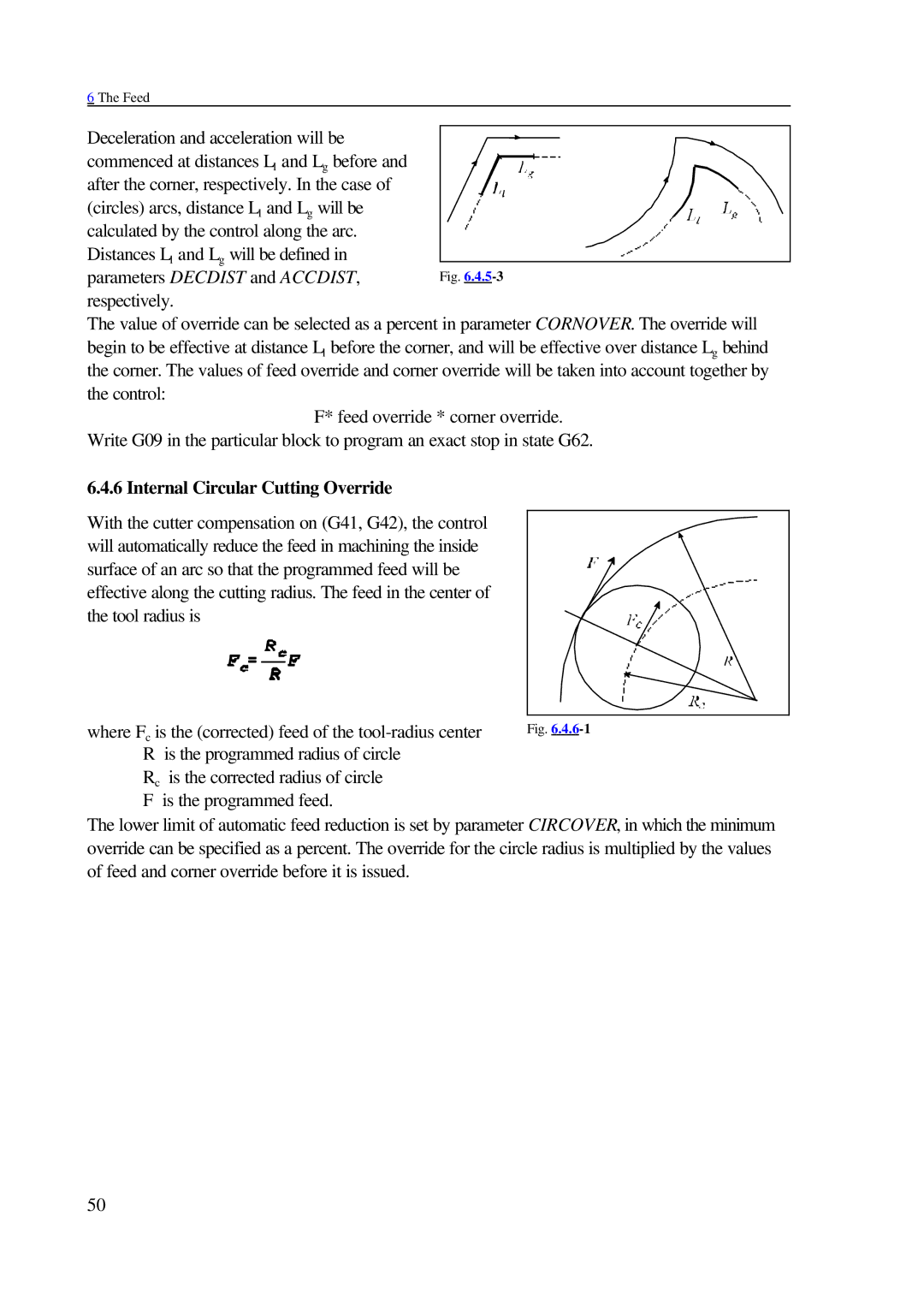
With the cutter compensation on (G41, G42), the control will automatically reduce the feed in machining the inside surface of an arc so that the programmed feed will be effective along the cutting radius. The feed in the center of the tool radius is
where Fc is the (corrected) feed of the
Ris the programmed radius of circle
Rc is the corrected radius of circle F is the programmed feed.
The lower limit of automatic feed reduction is set by parameter CIRCOVER, in which the minimum override can be specified as a percent. The override for the circle radius is multiplied by the values of feed and corner override before it is issued.
50