5 The Coordinate Data
Example:
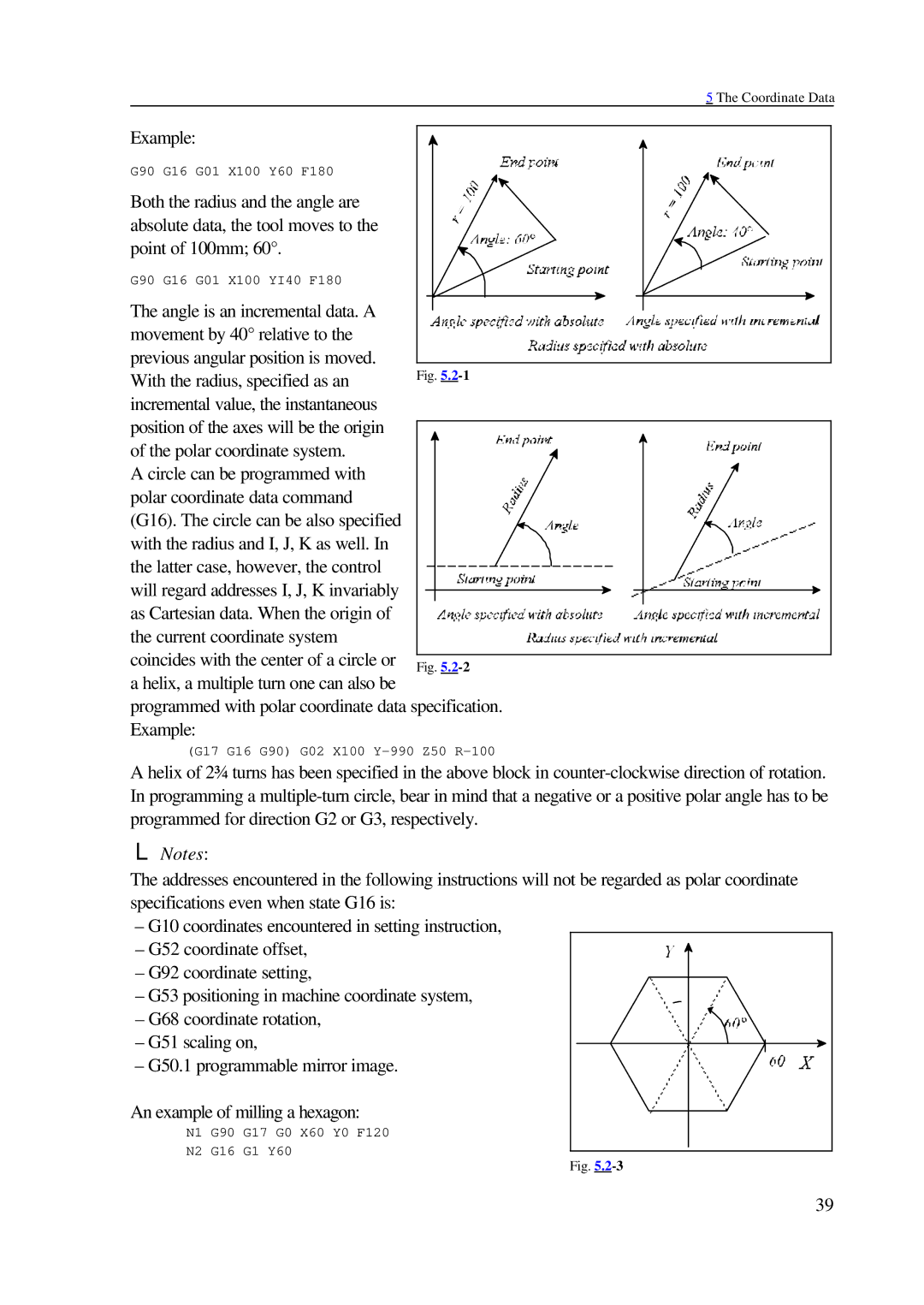
G90 G16 G01 X100 Y60 F180
Both the radius and the angle are absolute data, the tool moves to the point of 100mm; 60°.
G90 G16 G01 X100 YI40 F180
The angle is an incremental data. A movement by 40° relative to the previous angular position is moved. With the radius, specified as an incremental value, the instantaneous position of the axes will be the origin
of the polar coordinate system. A circle can be programmed with
polar coordinate data command
(G16). The circle can be also specified with the radius and I, J, K as well. In
the latter case, however, the control will regard addresses I, J, K invariably as Cartesian data. When the origin of the current coordinate system coincides with the center of a circle or
a helix, a multiple turn one can also be
programmed with polar coordinate data specification. Example:
(G17 G16 G90) G02 X100
A helix of 2¾ turns has been specified in the above block in
LNotes:
The addresses encountered in the following instructions will not be regarded as polar coordinate specifications even when state G16 is:
– G10 coordinates encountered in setting instruction,
– G52 coordinate offset,
– G92 coordinate setting,
– G53 positioning in machine coordinate system,
– G68 coordinate rotation,
– G51 scaling on,
– G50.1 programmable mirror image.
An example of milling a hexagon:
N1 G90 G17 G0 X60 Y0 F120
N2 G16 G1 Y60
Fig.
39