13.3Unconditional Restart of Automatic Operation
2nd case: in state G40 interrupting oblique linear interpolation Let us examine fragments of the following sample programs:
Program No. 1: | Program No. 2: | ||||
... | G90 | G0 X20 | ... | G90 | G0 X20 |
N40 | N40 | ||||
N50 | X80 | N50 | G91 | X60 | |
N60 |
| N60 |
| ||
... |
|
| ... |
|
|
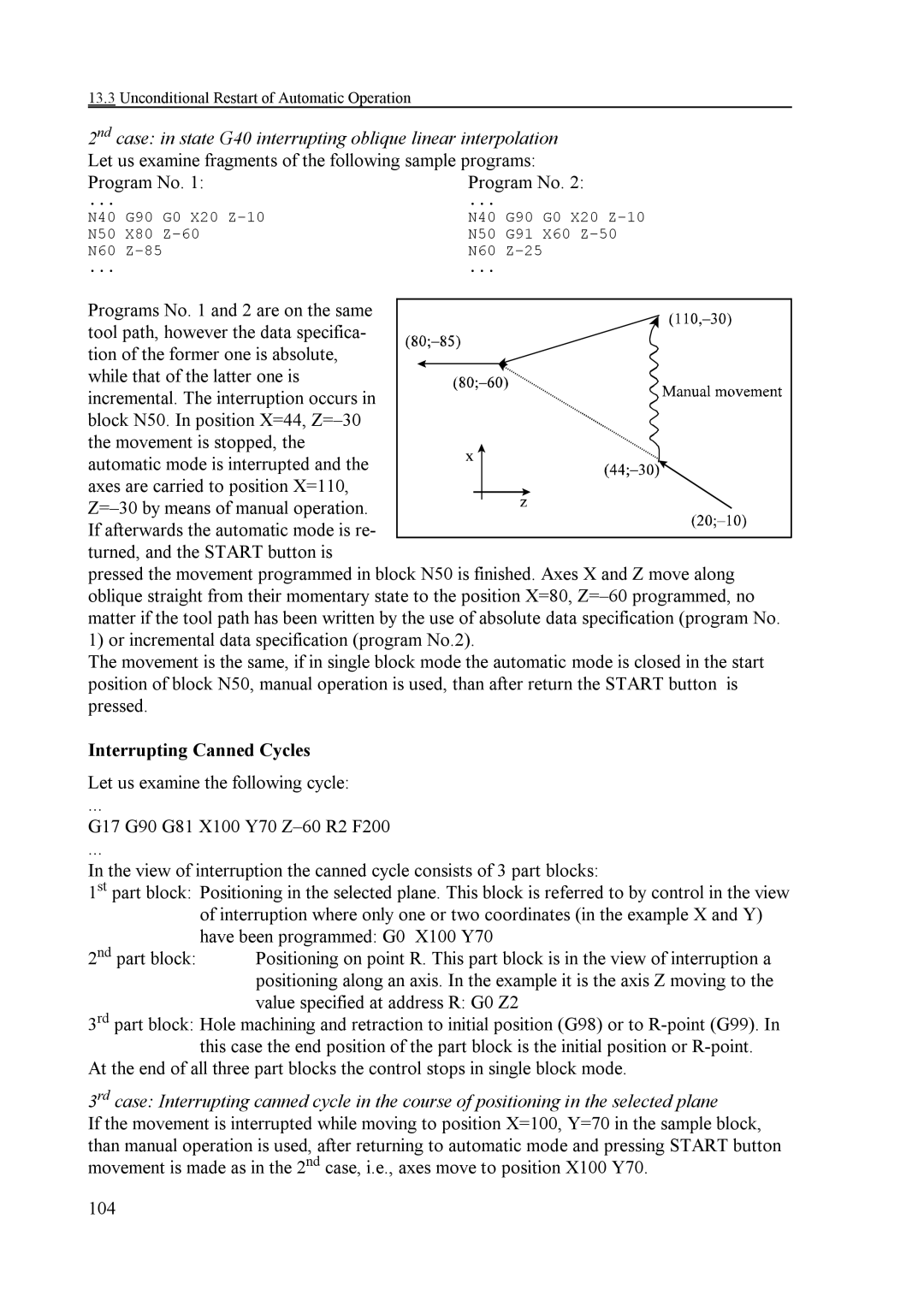
Programs No. 1 and 2 are on the same
tool path, however the data specifica- tion of the former one is absolute,
while that of the latter one is
incremental. The interruption occurs in block N50. In position X=44,
the movement is stopped, the automatic mode is interrupted and the axes are carried to position X=110,
If afterwards the automatic mode is re- turned, and the START button is
pressed the movement programmed in block N50 is finished. Axes X and Z move along oblique straight from their momentary state to the position X=80,
The movement is the same, if in single block mode the automatic mode is closed in the start position of block N50, manual operation is used, than after return the START button is pressed.
Interrupting Canned Cycles
Let us examine the following cycle:
...
G17 G90 G81 X100 Y70
...
In the view of interruption the canned cycle consists of 3 part blocks:
1st part block: Positioning in the selected plane. This block is referred to by control in the view of interruption where only one or two coordinates (in the example X and Y) have been programmed: G0 X100 Y70
Positioning on point R. This part block is in the view of interruption a positioning along an axis. In the example it is the axis Z moving to the value specified at address R: G0 Z2
3rd part block: Hole machining and retraction to initial position (G98) or to
At the end of all three part blocks the control stops in single block mode.
3rd case: Interrupting canned cycle in the course of positioning in the selected plane
If the movement is interrupted while moving to position X=100, Y=70 in the sample block, than manual operation is used, after returning to automatic mode and pressing START button movement is made as in the 2nd case, i.e., axes move to position X100 Y70.
104