13.6Automatic Operation Start after Block Search
pressing key ![]()
![]()
. If the number of the subprogram is not numeric, but is an arithmetic
expression it will not open the subprogram.
If the subprogram is called by means of repetition count (L) the cycle number from which the program is to be executed can be specified. On the keyboard key <L> needs to be pressed, than the cycle number entered. If for example the subprogram call is M98 P155 L4, and L is given 2, cycles 2, 3 and 4 will be executed after block search (i.e. the subprogram is called three times). If block search is started from within the given subprogram the part left of the program is also taken into account in the value given to L.
13.6.2 Command SEARCH
If the desired block is selected and action key F3 SEARCH is pressed the control gathers all the information of the program to a table from the beginning of main program to the beginning of the selected block (to the end of the block preceding the selected block), which would occur at the moment of starting the execution of the selected block (at the end of the execution of the previous block), if the program had been executed from the beginning.
Message
BLOCK NOT FOUND
is displayed by the control if a not existing block number is searched for, or the repetition count given to L is bigger than the value written in the program.
Let us examine a fragment of the following part program:
%O1000 (EXAMPLE MAIN PROGRAM) G94 G0 X280
Z240
T101
G52 X4 Z2
G42 G0 X210 Z210
M3 M8 M12 S500
X200
G1 Z20 F300
G0 X210
Z210
G0 X200
...
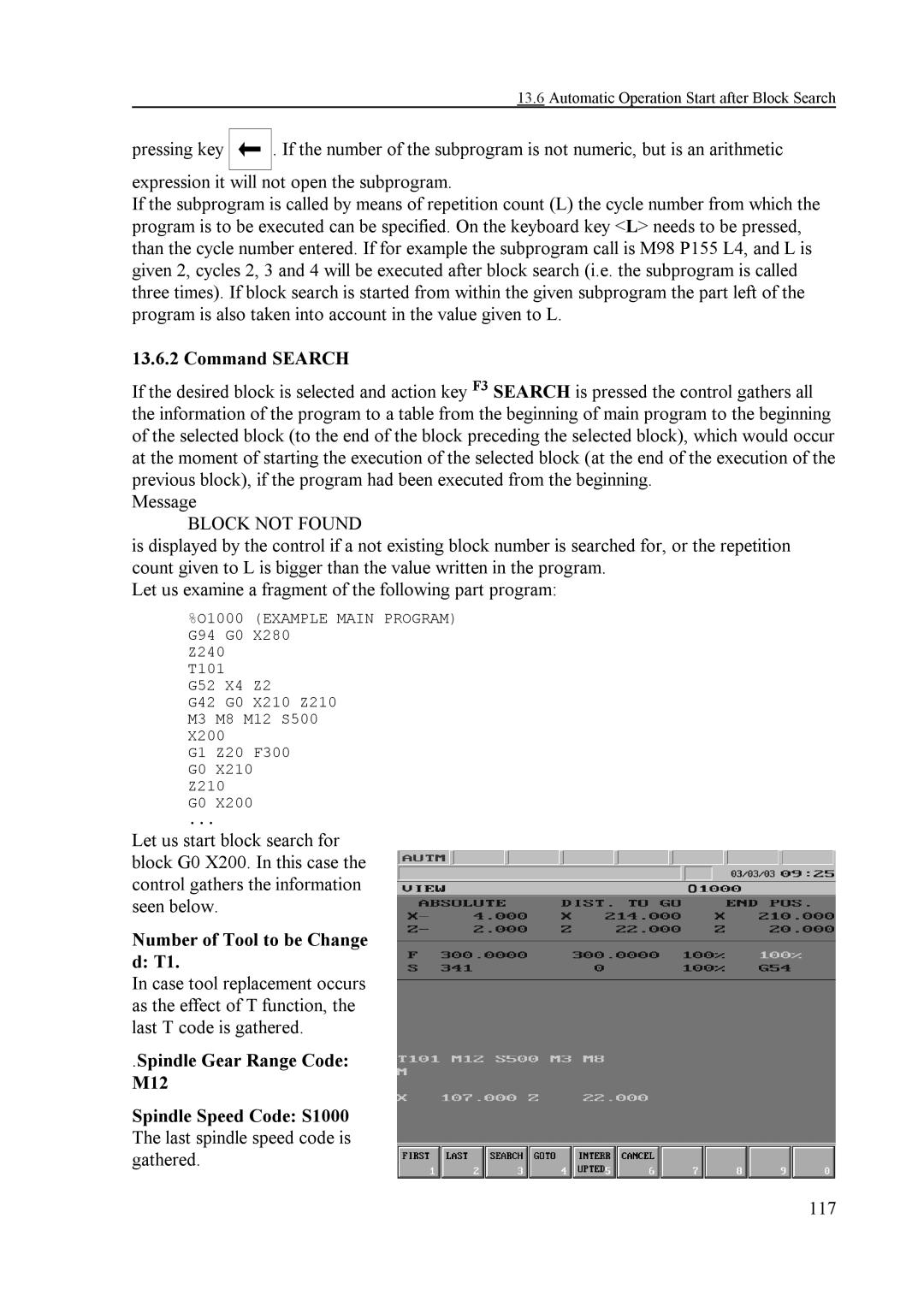
Let us start block search for block G0 X200. In this case the control gathers the information seen below.
Number of Tool to be Change d: T1.
In case tool replacement occurs as the effect of T function, the last T code is gathered.
.Spindle Gear Range Code:
M12
Spindle Speed Code: S1000 The last spindle speed code is gathered.