13.4Automatic Operation Restart with BLOCK RESTART Condition
13.4.3Cases of Return by Means of BLOCK RESTART Condition
Return to Block Start Position After Interrupting Simple Movement Block
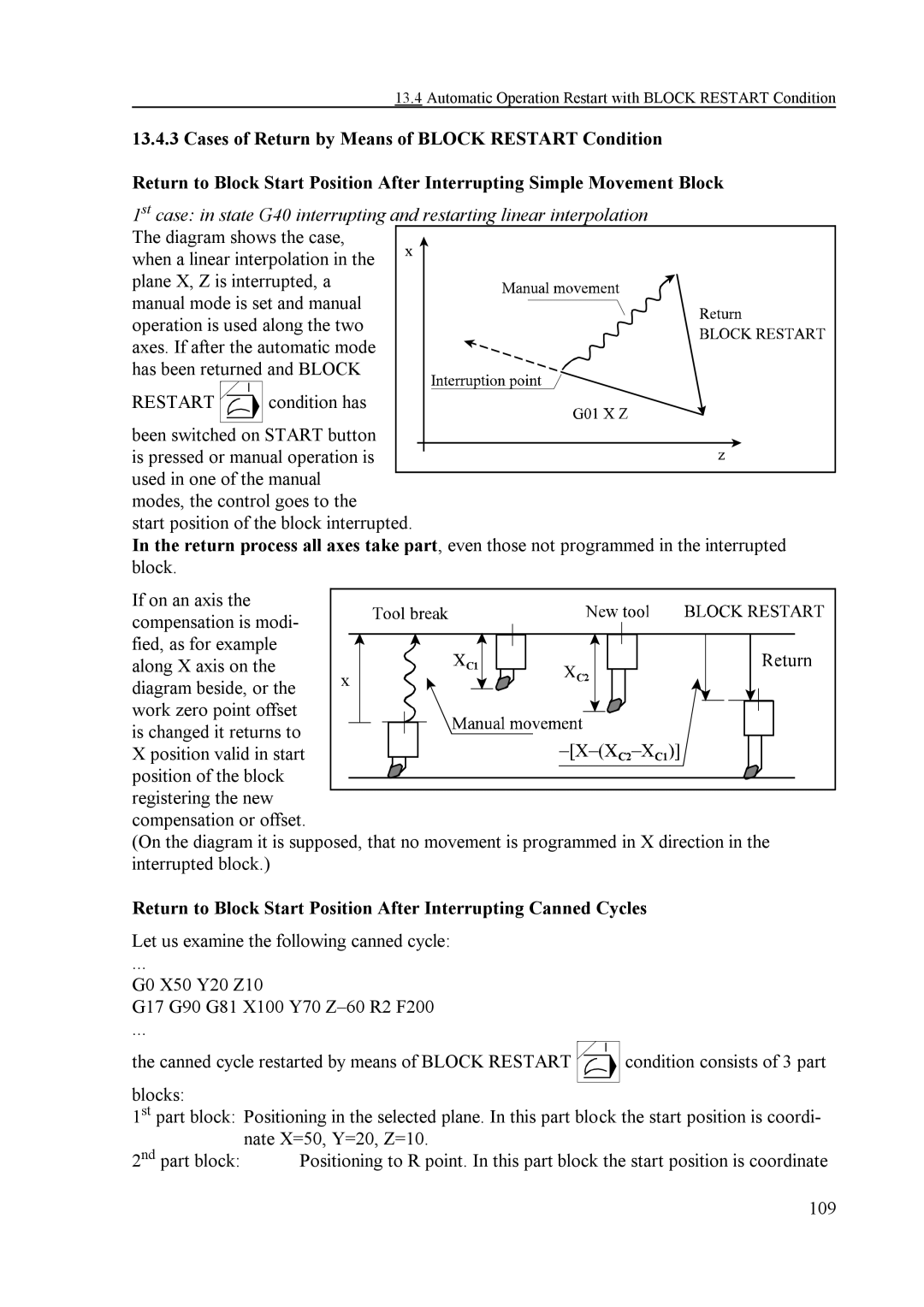
1st case: in state G40 interrupting and restarting linear interpolation The diagram shows the case, ![]()
when a linear interpolation in the
plane X, Z is interrupted, a manual mode is set and manual
operation is used along the two axes. If after the automatic mode
has been returned and BLOCK
RESTART ![]()
![]()
![]() condition has
condition has
been switched on START button
is pressed or manual operation is used in one of the manual
modes, the control goes to the
start position of the block interrupted.
In the return process all axes take part, even those not programmed in the interrupted block.
If on an axis the
compensation is modi- fied, as for example
along X axis on the diagram beside, or the
work zero point offset is changed it returns to
X position valid in start
position of the block registering the new
compensation or offset.
(On the diagram it is supposed, that no movement is programmed in X direction in the interrupted block.)
Return to Block Start Position After Interrupting Canned Cycles
Let us examine the following canned cycle:
...
G0 X50 Y20 Z10
G17 G90 G81 X100 Y70
...
the canned cycle restarted by means of BLOCK RESTART ![]()
![]()
![]() condition consists of 3 part
condition consists of 3 part
blocks:
1st part block: Positioning in the selected plane. In this part block the start position is coordi-
2nd part block: | nate X=50, Y=20, Z=10. |
Positioning to R point. In this part block the start position is coordinate |
109