13.3 Unconditional Restart of Automatic Operation
If in the selected plane the address of one of the axes has not been programmed (e.g., Y) and movement has been made also in this direction, or in Z direction, the movement may be led back to the 1st case, i.e., the axes will move after pressing START in neither Y, nor Z direction.
4th case: Interrupting canned cycle in the course of positioning to R
If in the above example the movement is interrupted in the course of positioning to the coordinate in Z direction to R=2 and manual operation is used, after returning to automatic mode and pressing the START button the axis moves to the position in Z direction to R=2 as in the 1st case.
If in the course of manual operation movements were also made in the plane X, Y after returning to automatic mode and pressing the START button, no return in direction X, Y occurs. This way the X, Y coordinate of the hole can be modified by the operator by means of manual intervention even during machining.
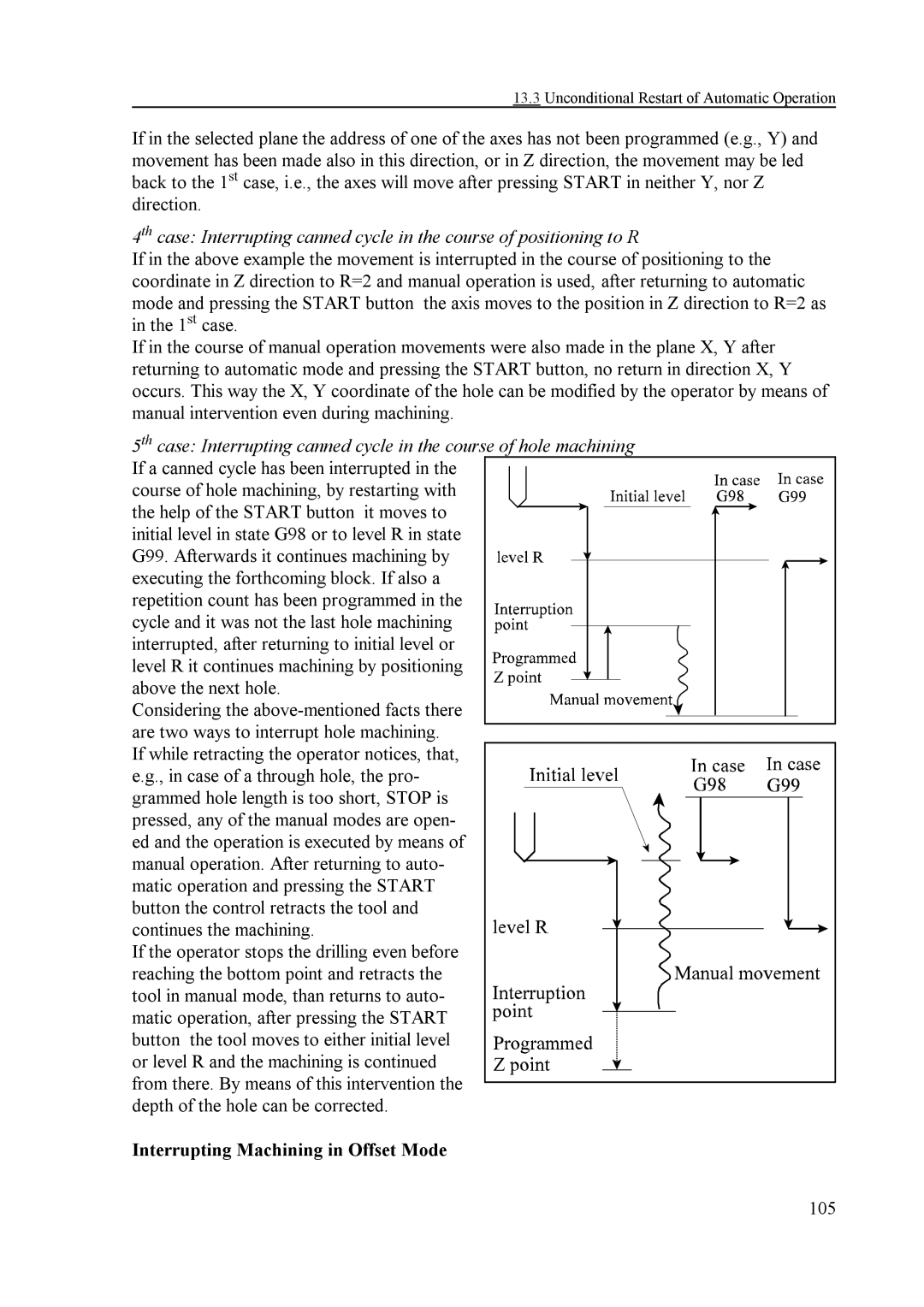
5th case: Interrupting canned cycle in the course of hole machining If a canned cycle has been interrupted in the
course of hole machining, by restarting with the help of the START button it moves to initial level in state G98 or to level R in state G99. Afterwards it continues machining by executing the forthcoming block. If also a repetition count has been programmed in the cycle and it was not the last hole machining interrupted, after returning to initial level or level R it continues machining by positioning above the next hole.
Considering the
If while retracting the operator notices, that, e.g., in case of a through hole, the pro- grammed hole length is too short, STOP is pressed, any of the manual modes are open- ed and the operation is executed by means of manual operation. After returning to auto- matic operation and pressing the START button the control retracts the tool and continues the machining.
If the operator stops the drilling even before reaching the bottom point and retracts the tool in manual mode, than returns to auto- matic operation, after pressing the START button the tool moves to either initial level or level R and the machining is continued from there. By means of this intervention the depth of the hole can be corrected.