Return to Section TOC
Return to Section TOC
Return to Section TOC
Return to Section TOC
Return to Master TOC
Return to Master TOC
Return to Master TOC
Return to Master TOC
| ||
|
| OPERATION |
WELD MODE DETAILS: |
| |
|
|
|
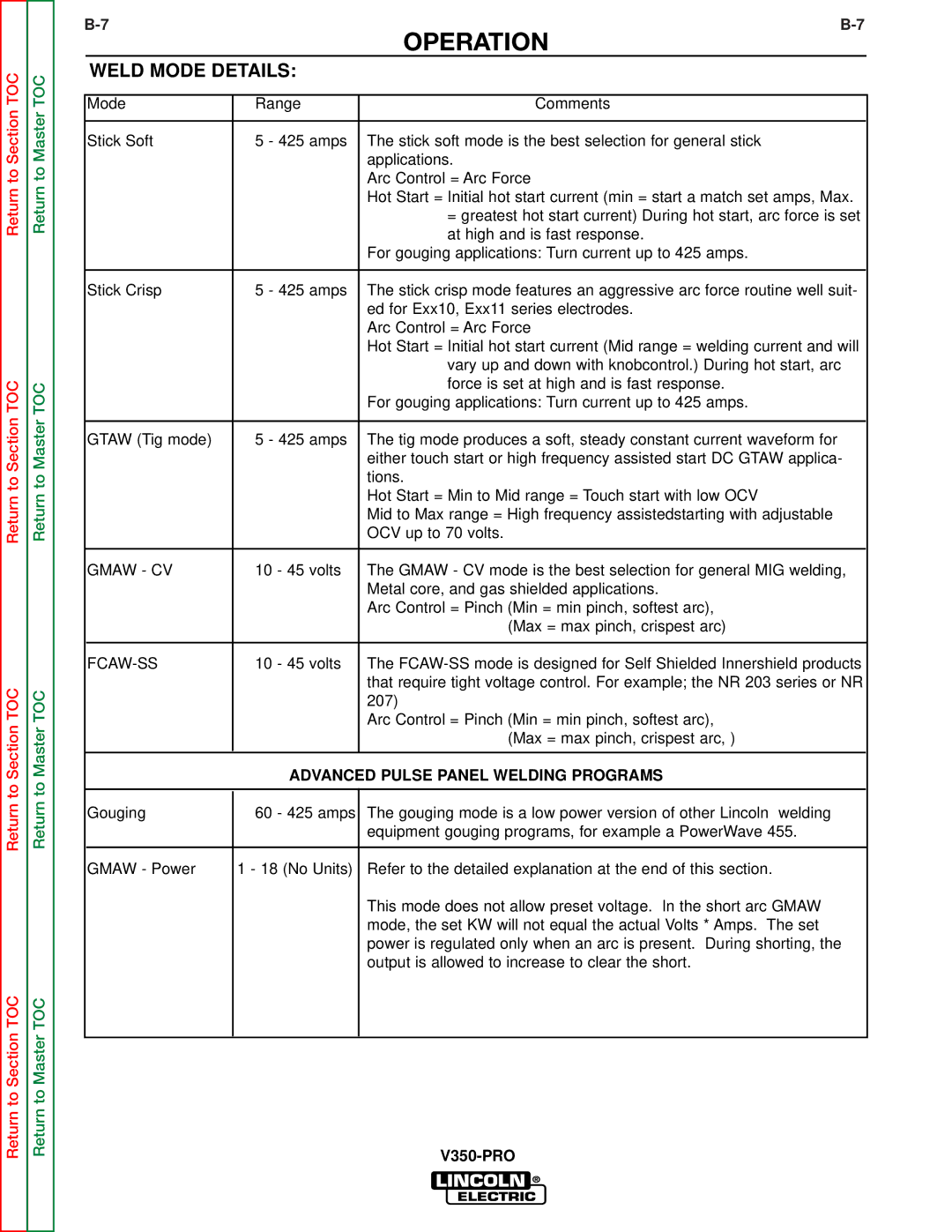
Mode | Range | Comments |
|
|
|
Stick Soft | 5 - 425 amps | The stick soft mode is the best selection for general stick |
|
| applications. |
|
| Arc Control = Arc Force |
|
| Hot Start = Initial hot start current (min = start a match set amps, Max. |
|
| = greatest hot start current) During hot start, arc force is set |
|
| at high and is fast response. |
|
| For gouging applications: Turn current up to 425 amps. |
|
|
|
Stick Crisp | 5 - 425 amps | The stick crisp mode features an aggressive arc force routine well suit- |
|
| ed for Exx10, Exx11 series electrodes. |
|
| Arc Control = Arc Force |
|
| Hot Start = Initial hot start current (Mid range = welding current and will |
|
| vary up and down with knobcontrol.) During hot start, arc |
|
| force is set at high and is fast response. |
|
| For gouging applications: Turn current up to 425 amps. |
|
|
|
GTAW (Tig mode) | 5 - 425 amps | The tig mode produces a soft, steady constant current waveform for |
|
| either touch start or high frequency assisted start DC GTAW applica- |
|
| tions. |
|
| Hot Start = Min to Mid range = Touch start with low OCV |
|
| Mid to Max range = High frequency assistedstarting with adjustable |
|
| OCV up to 70 volts. |
|
|
|
GMAW - CV | 10 - 45 volts | The GMAW - CV mode is the best selection for general MIG welding, |
|
| Metal core, and gas shielded applications. |
|
| Arc Control = Pinch (Min = min pinch, softest arc), |
|
| (Max = max pinch, crispest arc) |
|
|
|
| 10 - 45 volts | The |
|
| that require tight voltage control. For example; the NR 203 series or NR |
|
| 207) |
|
| Arc Control = Pinch (Min = min pinch, softest arc), |
|
| (Max = max pinch, crispest arc, ) |
|
|
|
| ADVANCED PULSE PANEL WELDING PROGRAMS | |
|
|
|
Gouging | 60 - 425 amps | The gouging mode is a low power version of other Lincoln welding |
|
| equipment gouging programs, for example a PowerWave 455. |
|
|
|
GMAW - Power | 1 - 18 (No Units) | Refer to the detailed explanation at the end of this section. |
|
| This mode does not allow preset voltage. In the short arc GMAW |
|
| mode, the set KW will not equal the actual Volts * Amps. The set |
|
| power is regulated only when an arc is present. During shorting, the |
|
| output is allowed to increase to clear the short. |
|
|
|