INSTALLATION |
Return to Section TOC
Return to Section TOC
Return to Section TOC
Return to Master TOC
Return to Master TOC
Return to Master TOC
CONTROL CABLE SPECIFICATIONS
The cable is a five copper conductor cable in a SO- type rubber jacket. There is one 20 gauge twisted pair for network communications. This pair has an impedance of approximately 120 ohms and a propa- gation delay per foot of < 2.1 ns. There are two 12 gauge conductors that are used to supply the 40 VDC to the network. The fifth wire is 18 gauge and is used as an electrode sense lead. It is typically con- nected to the feed plate on the feed head when that feed head is active.
AVAILABLE CABLE ASSEMBLIES
K1543 Control cable only. Available in lengths of 8, 16, 25, 50 and 100 feet.
K1544 Control cable and a 3/0 (85 mm2 ) electrode cable with stud terminal. It is rated at 600 amps, 60% duty cycle and is available in lengths of 8, 16, 25, and 50 feet.
K1545 Control cable and a 3/0 (85 mm2) electrode cable with
CABLE CONNECTIONS
To avoid interference problems with other equipment and to achieve the best possible operation, route all cables directly to the work or wire feeder. Avoid excessive lengths, bundle the electrode and ground cables together where practical, and do not coil excess cable. Be sure the connection to the work makes tight
Minimum work and electrode cables sizes are as fol- lows:
When using an inverter type power source, use the largest welding (electrode and ground) cables that are practical. At least 2/0 copper wire — even if the average output current would not normally require it. When pulsing, the pulse current can reach very high levels. Voltage drops can become excessive, lead- ing to poor welding characteristics, if undersized welding cables are used.
ELECTRODE AND WORK LEADS — ELECTRODE POSITIVE APPLICATIONS
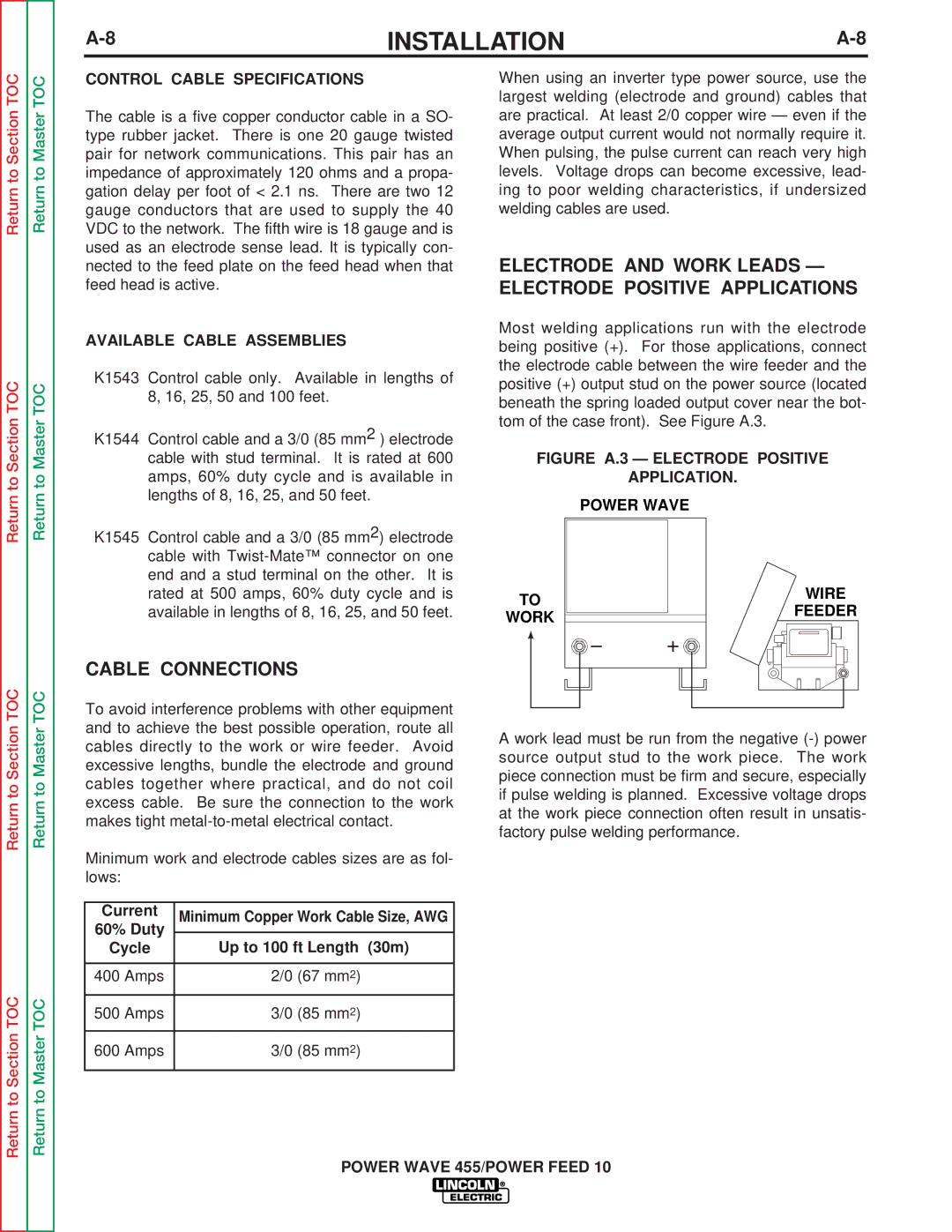
Most welding applications run with the electrode being positive (+). For those applications, connect the electrode cable between the wire feeder and the positive (+) output stud on the power source (located beneath the spring loaded output cover near the bot- tom of the case front). See Figure A.3.
FIGURE A.3 — ELECTRODE POSITIVE
APPLICATION.
POWER WAVE
TO |
|
|
|
|
|
|
|
| WIRE | |||||
|
|
|
|
|
|
|
| FEEDER | ||||||
WORK |
|
|
|
|
|
|
|
| ||||||
|
|
|
|
|
|
|
| |||||||
|
|
|
|
|
|
|
| |||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
A work lead must be run from the negative
Return to Section TOC
Return to Master TOC
| Current |
|
|
|
|
| |
Minimum Copper Work Cable Size, AWG |
| ||||||
| 60% Duty |
|
| ||||
|
|
|
|
|
| ||
|
|
|
| ||||
|
|
|
|
| |||
| Cycle |
|
| Up to 100 ft Length (30m) |
| ||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
| |
| 400 Amps |
| 2/0 (67 mm2) | ||||
| 500 Amps |
|
|
| 3/0 (85 mm2) |
|
|
| 600 Amps |
|
|
| 3/0 (85 mm2) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
POWER WAVE 455/POWER FEED 10