OPERATION
Return to Section TOC
Section TOC
QUICK START REFERENCE FOR USING THE PROCESS SELECTION OVERLAY
Read and understand the “Controls and Settings” and “Operating Overlays” sections of this manual before using the following Quick Start Reference procedure to operate the Power Wave.
NOTE: Selection of certain options may limit the selection of subsequent options.
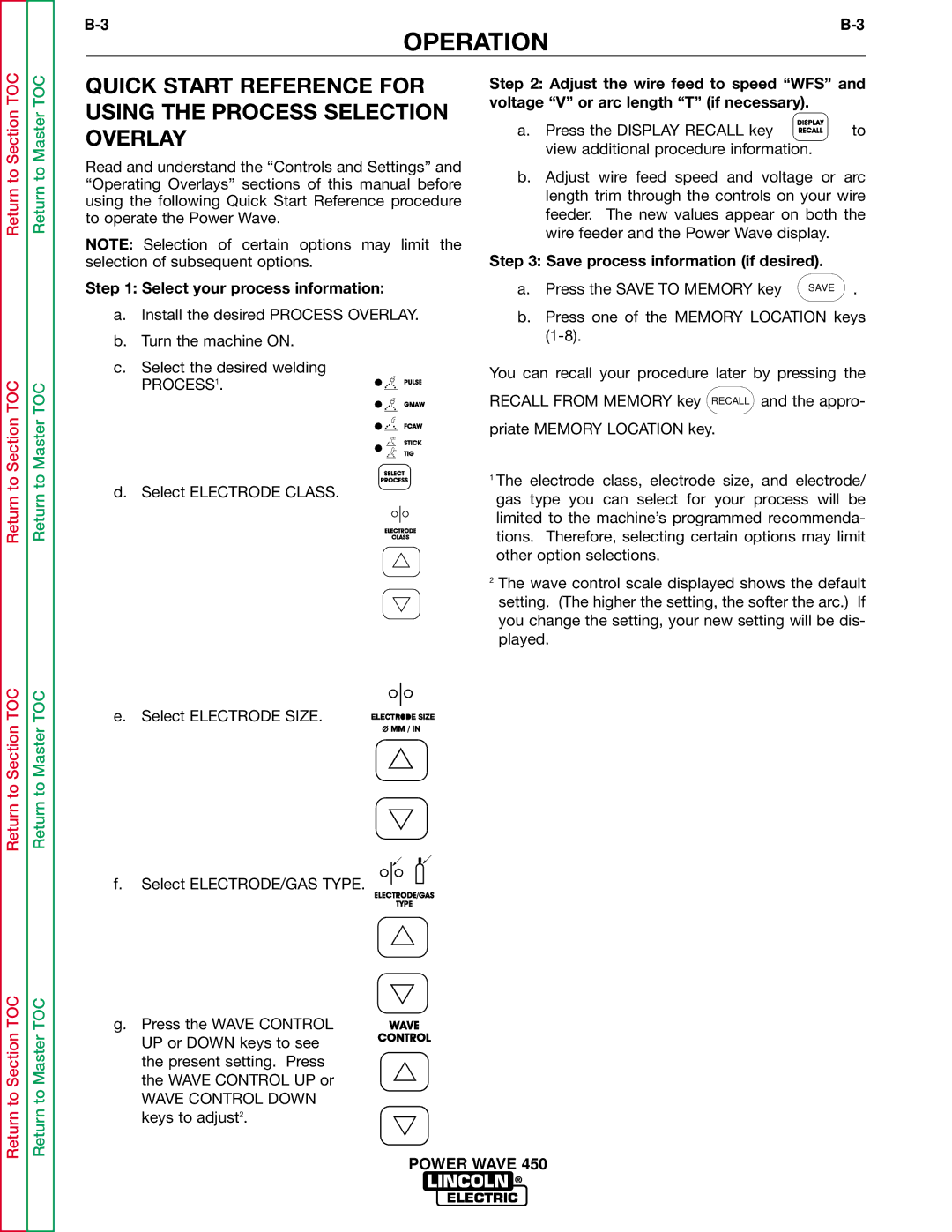
Step 1: Select your process information:
a.Install the desired PROCESS OVERLAY.
b.Turn the machine ON.
c.Select the desired welding
PROCESS1.
Step 2: Adjust the wire feed to speed “WFS” and voltage “V” or arc length “T” (if necessary).
a. Press the DISPLAY RECALL key |
|
| to |
view additional procedure information. |
| ||
b.Adjust wire feed speed and voltage or arc length trim through the controls on your wire feeder. The new values appear on both the wire feeder and the Power Wave display.
Step 3: Save process information (if desired).
a. Press the SAVE TO MEMORY key SAVE .
b.Press one of the MEMORY LOCATION keys
You can recall your procedure later by pressing the
RECALL FROM MEMORY key RECALL and the appro-
priate MEMORY LOCATION key.
Return to
Return to Section TOC
Return to Section TOC
Return to Master TOC
Return to Master TOC
Return to Master TOC
Return to Master TOC
1 The electrode class, electrode size, and electrode/
d. Select ELECTRODE CLASS. | gas type you can select for your process will be |
| |
| limited to the machine’s programmed recommenda- |
| |
| tions. Therefore, selecting certain options may limit |
| other option selections. |
2 The wave control scale displayed shows the default setting. (The higher the setting, the softer the arc.) If you change the setting, your new setting will be dis- played.
e. Select ELECTRODE SIZE.
f. Select ELECTRODE/GAS TYPE.
g. Press the WAVE CONTROL UP or DOWN keys to see the present setting. Press the WAVE CONTROL UP or
WAVE CONTROL DOWN keys to adjust2.