HWS-802XWHT6-E HWS-1102H-E HWS-1402XWHM3-E HWS-1402H-E
Hydro Unit Outdoor Unit
Hot Water Cylinder
HWS-1501CSHM3-E-UK HWS-2101CSHM3-E-UK HWS-3001CSHM3-E-UK
Contents
Method of Defect Diagnosis
∗ Ground wire of class D grounding
About symbols
∗ For details, see the schematic
About indication
∗ For details, see the parts price list
No modification Do not modify the unit
Do not make additional charge of the refrigerant
Failure to do so may cause an electric shock
∗ Thick gloves such as cotton work gloves
Safety During Installation and Service
NEW Refrigerant R410A
Copper pipe
Installing refrigerant pipe
Steel pipe and joint
Wall thickness of copper pipe
3 Flare processing related dimension for R410A
Flare and precautions
Flare dimension
4 Dimension of flare for R410A and flare nut
Flare connecting procedure and precautions
5 Tightening torque of flare for R410A Reference values
General tools Conventional tools are available
Tools
Necessary tools
Gauge manifold
Recharging of refrigerant
For refrigerant charging, see the figure below
Cylinder without siphon
Gauge manifold Outdoor unit Refrigerant cylinder
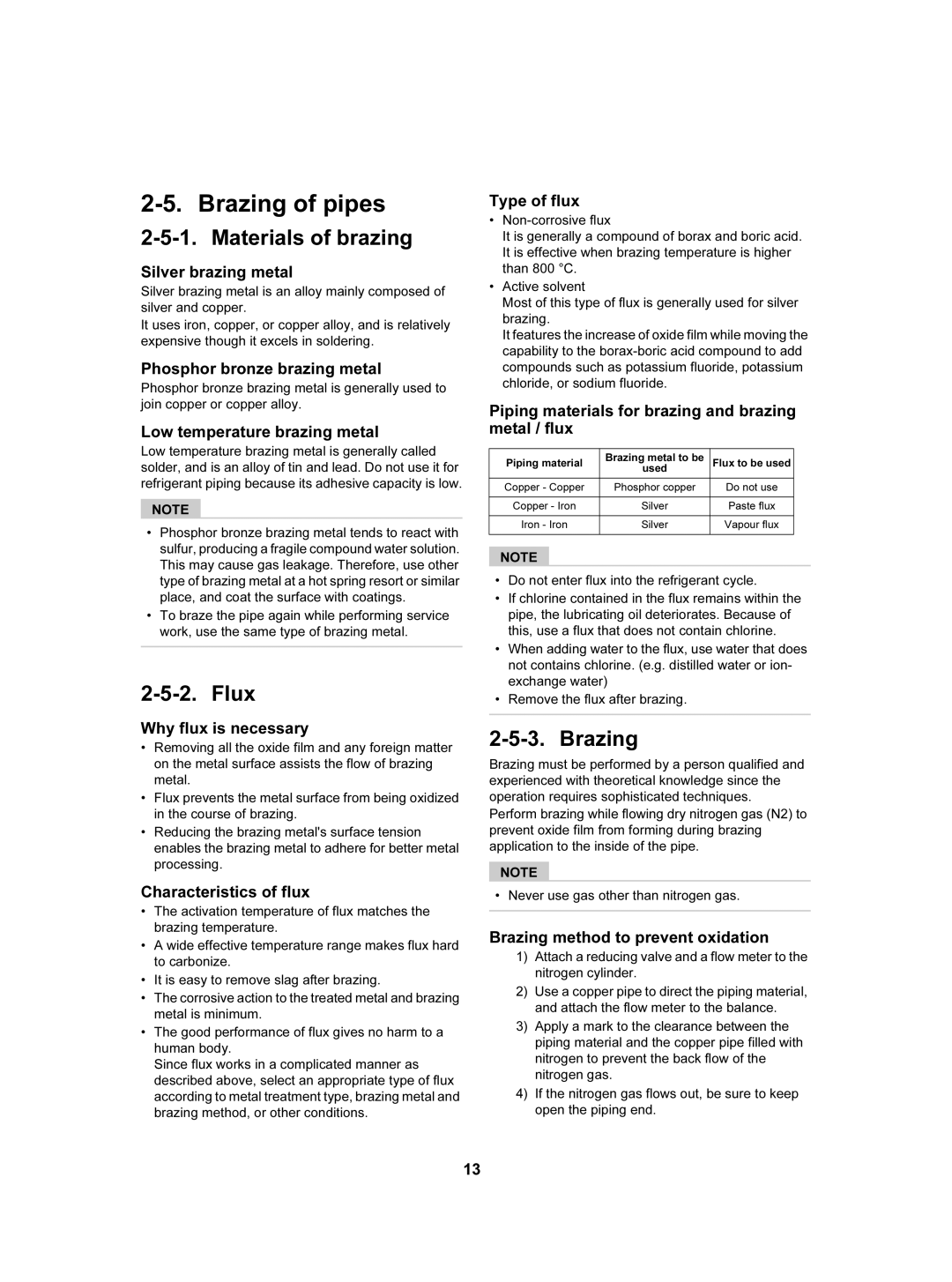
Flux
Brazing of pipes
Materials of brazing
Brazing
Prevention of oxidation during brazing
Robber plug
Specifications
Page
Outside Drawing
Hydro unit
HWS-802H-E
HWS-1102H-E, 1402H-E
HWS-3001CSHM3-E-UKHWS-2101CSHM3-E-UK
HWS-1501CSHM3-E-UK
Wiring Diagram
Block of the outdoor unit
Control board
Hot Water Cylinder Unit
Model name Component name Type name Rating M3-E T6-E
Key Electric Component Rating
HWS-802XWHM3-E, 802XWHT6-E
Model name Component name Type name Rating M3-E T6-E T9-E
US-622KXTMQO-SS
Component name Type name Rating
CAM-MD12TF-15
OFF = 125 ± 4 C, on = 90 ± 5 C
Thermal cut-out
Model name Component name
Type name Rating
CSH
Water Heat Exchange Control Board
D503 Green, Outdoor = Hydro
P01Red P02White Earth lead wire P09 Black
Outdoor Control Board
F03 250 V, 10 a
F700250V,3.15A
System
Diagram
System Diagram
Water
Installation example of water circuit
HWS-1402XWHM3-E, 1402XWHT6-E, 1402XWHT9-E/1102H-E, 1402H-E
Refrigeration Cycle System Diagram
HWS-802XWHM3-E, 802XWHT6-E/802H-E
Outdoor unit Hydro unit
Operational Description
Hot water supply Temperature setting
Operation Remote control settings
Heating Temperature setting
Cooling Temperature setting
Backup heater control
Hot water temperature 40C to 75C
Heating temperature 20C to 55C
Hydro unit
Outdoor unit
Cooling temperature 10C to 25C
Transmit
Hot water cylinder unit
Operation flow and applicable data, etc
TTW sensor
TWI
Pump priority
Pressing the ZONE1, 2 button and then Operation Mode
Starts a cooling operation
Zone Operation with heating priority
Simultaneous operations of hot water supply and cooling
Heating side
Switches to Hot water Supply operation
HOT Water button set to on HOT Water Boost button set to on
75C Hot water operation
Another 30 minutes can be set with FC0B
HOT Water button set to on
Anti bacteria Anti Bacteria operation
Supply heater
Night set back Night SET Back operation Operation
35B 30C 25D 20E
Nighttime low-noise operation Operation
Temperature settings Water outlet temperature
Hz signal correction
Controller set temperature
Inverter output change
TC TWO
TC=TWO
THO
Keep
Keep TSCF-4
TSCF-0
TSCF-2
Circulation pump control Hydro Unit
Non-interlocked with the built-in pump
SW1
Flow rateL/min
SW3 SW2
SW3
Heating operation Night Set Back
1Piping freeze prevention control
Automatic restart control
TWI, TWO, THO
Piping freeze prevention control
TWO
Hydro Unit Room temperature thermostat control Option
TCB-PCMO3E
PMV Pulse motor valve control
Current release control
Settings Yes
Current degradation
Main circuit control current
TL C WE tap + 1 tap/20 secs
Number of rotation hold
For 1102H-E
Hot water supply and heating fan control
For 802H-E
For 1402H-E
OFF
Heating operation starts
Inside brackets For 802H-E
Output equal to 40W
Not energized
Intermittently energized
Continuously energized
802H-E 1102H-E, 1402H-E Heating Cooling TC TWO+2 61C
Procedure of defect diagnosis Remark
Method of Defect Diagnosis
Matters to be confirmed first
Check the power supply voltage
About the installation of the temperature sensor
1 Non-defective operation
How to determine from the check code on the remote control
Outline of the determination diagram
Procedure of defect diagnosis
How to cancel a check code on the remote controller
2TWO
How to diagnose by error code
Defect mode detected by the water heat exchange
3TWI
Diagnostic functional operation Number
Diagnostic functional operation Number
Defect mode detected by the outdoor unit
Diagnostic functional operation Number
Diagnostic functional operation Number
Determination and action
Defect mode detected by the remote control
Diagnostic functional operation
Hydro unit failure detection
Diagnosis flow chart for each error code
A01 Error Pump flow determination
Replace TWI, TWO, and THO sensors
A02 Error Temperature rise and error short circuit
Replace flow switch
Yes Water outlet
Yes TTW 85C is detected Replace TTW sensor
A03 Error Temperature rise and error short circuit
Start
A04 Error Freeze prevention control
A05 Error Piping freeze prevention control
Water circuit
Yes Lower set temperature
Remove waste
Place buffer tank
Cooling overload operation
Yes Raise set temperature
Where frost remains
Yes Defrost outdoor unit
Water cycle contains water
Put water into water circuit Recommended 1 2 Bar
TWI sensor is Attach TWI sensor
A11 Error Release protection operation
Secure water Waste stuck inside Remove waste
A12 Error Heating or Hot water supply heater failure
E04 Error
F06 Error TE sensor failure
F03 Error TC sensor failure
F04 Error TD sensor failure
Yes Replace water heat exchange control board
F10 Error TWI sensor failure
F07 Error TL sensor failure
F08 Error to sensor failure
F17 Error TFI sensor failure
F11 Error TWO sensor failure
F14 Error TTW sensor failure
F18 Error THO sensor failure
F19 Error THO sensor detach failure
Lo pressure sensor Yes Is detached CN207 When operation
F20 Error TFI detach failure
F23 Error Lo pressure sensor detach failure
TFI s ensor Is attached to pipe
L07 Error
F29 Error Eeprom failure
F30 Error Enhanced IC failure
L09 Error
Diagnosis procedure for each check code
Outdoor Unit Failure Detection
Compressor is normal Yes
Board side Wiring connection
Is normal Check and correct
Lock compressor Replace it Yes
Check outdoor control board If defective, replace it
Heat sink temperature sensor TH failure → See F13 details
Communication failure between MCUs
Eeprom failure → See F31 details
Power voltage abnormally Yes
Outdoor control
Deal with short circuit Short circuit, etc Yes
Heat sink overheat failure
Is cleared, Blower is not blocked
Way valve invert failure
SW804 SW801
Element Short circuit
Heating operation
Yes Outdoor fan operates normally Check the same item as
Correct wiring Replace outdoor board
Power voltage is normal Check wiring 230ACV ±
Diagram Yes
Replace fan motor
TL sensor resistance characteristic is normal
Characteristic table
TL sensor connector CN604 is connected
Correct TE sensor
100
Suction temperature sensor TS failure
TS sensor resistance characteristic is normal
TD, TL sensors
101
TC, TWI, TWO, TFI, TTW, TE, TS, to sensors
Operation check mode
Operation check by PC board switch
Operation check mode
Rotary Check contents Remark Switch
Hydro unit
Component name Check procedure
Brief method for checking the key components
103
802H-E 32.6 ± 3.3 Ω
Outdoor unit
104
14.8 ± 1.5 Ω
105
10Hydro unit and Outdoor Unit Settings
Hydro unit Hydro unit Setting
Hydro unit Function Code Setting
106
107
Details First shipment
Nighttime low-noise end time
108
Details Fist shipment
Trial Operation
109
110
Auto Curve Setting
Set temperature A40 B35 C30 D25 E20 20 T1
TSC-F
Time Setting
111
112
Scheduled Operation Setting
Set temperature, day , and time
Frost Protection Setting
113
Night Operation Setting
114
Anti Bacteria Setting
115
116
Hot Water Boost Setting
Nighttime Low-noise Setting
117
Forced Defrosting Setting
Rated Operation Setting
Display Function of Set Temperature and Other Settings
118
Failure History Calling Function
119
Outdoor unit Outdoor Unit Setting
120
121
122
Function and details
123
Current Compressor PMV openness Operation Pulse Frequency
Item setting Temperature sensor
124
LED indication
SW804
Operation when press button switch SW801 is pressed
125
SW804 Operation when press button switch SW801 is pressed
126
Hydro Unit
11How to Exchange Main Parts
Work procedure Remarks
127
Remote
Remote controller cable
128
Controller holder
Relay board
Electric parts assembly
129
MgSW
130
Expansion vessel
Exchange parts name Work procedure Remarks
131
Fixing
132
Pump
Board
Manometer
Exchanger inlet pipe so that the wire is place on
133
134
135
Outdoor Unit 2-1. HWS-802H-E
136
137
Lead
Remove the power source cable from the power
138
CN202 Black
Fan motor lead Binding tie Compressor lead, Relay connector
139
Flange nut
140
Propeller fan Turn it right to loosen
Fan motor
141
142
143
Valve body
144
Spring
Pulse motor
145
146
Heat exchanger
Inverter assembly
147
Valve fixing board
Reactor lead CN05 White
148
Case thermostat, fan motor
Reactor lead
Name Electric parts Reactor Replacement 1Perform the step
149
Reactor lead Binding tie Reactor body
150
Fixing rubber Projection/Refrigerant cycle side Fan motor
151
Compressor nut 3 nuts
152
Recess Pulse motor valve body
Pulse motor valve coil 1. How to remove 1Perform the step
153
Positioning Motorized Projection Control valve coil
154
12Periodic Inspection Items
Inspection items
13Part Exploded View, Part List
155
156
157
HWS802H-E
158
Outdoor Unit
002
159
160
Inverter Assembly HWS-802H-E
Sensor assembly 701 F6 TS, TE, TD sensor
TD, TL sensor
161
162
Outdoor Unit HWS-1102H-E, 1402H-E
163
TS, TE, to sensor
Inverter Assembly HWS-1102H-E, 1402H-E
164
Reactor
165
43158190
4316V357
166