M P a X U s e r G u i d e
Contents
Technical data
Compax 25XXS unit characteristics
Compax 45XXS/85XXS unit characteristics
Compax 1000SL Unit characteristics
Contents
Process interfaces 179
173
Optimization functions 125
Interfaces 138
Appendix 207
226
238
Please check the software version of your unit
General dangers
Compax 0260M
Key to unit designation Hauser type plate
Safe working practices
Safety instructions
Special safety instructions
General dangers
Conditions of warranty
Conditions of warranty
COMPAX-M / -S LED
Switch-on status
Configuration when supplied
Commissioning
Configuring
Motor is powered Compax display shows RUN Flow chart
Commissioning
Previous software ≤
Equipment replacement
Previous software ≥
Transferring system parameters
Compax 25XXS
Equipment replacement
NMD10 / Compax 45XXS / Compax 85XXS
Compax 35XXM
Start-up manual
Overview
Components required
Compax P1XXM COMPAX-M
Common function characteristics
Overview
Overview of unit technology
KVA
Dimensions DxHxW 146*180*85 mm Design
Design Power KVA
Dimensions DxHxW 275*350*125 mm Design Power KVA
Connector and terminal assignment
COMPAX-M unit features
COMPAX-M unit features
Connector and terminal assignment
COMPAX-M system network, NMD10 / NMD20 mains module
Short circuit connectors
Screened Connection Upper unit side
Wiring up mains
Power / control
Voltage Power supply Control voltage
COMPAX-M dimensions/installation
Compax P1XXM, Compax 05XXM, Compax 15XXM
Compax 02XXM, NMD10, NMD20
Connector assignment COMPAX-M
Connector assignment COMPAX-M
Dimensions / installation
Mains module NMD10/NMD20
Overview NMD
CE conformity
NMD connector assignment
Technical data / power features NMD
Mains module NMD10/NMD20
NMD20
NMD10
Ready contact and green LED are coupled
If a phase malfunctions, no displays appear
Technical data / power features NMD
LED red LED green Possible errors Error Ready
Plug and connection assignment Compax 35XXM
Compax 35XXS unit features
Regeneration mode
Compax 35XXS unit features
Installation and dimensions of Compax 35XXM
Specific technical data
PE connection must be a version of at least 10mm2
Wiring Compax 35XXM
Assignment of X12 does not apply for the S3 option
Compax 35XXM connector assignment
Meaning of the LEDs on the front plate
Compax 25XXS unit characteristics
Compax 25XXS connector and connection assignment
LED / color Meaning, when switched on
On unit side
Compax 25XXS unit characteristics
Wiring up motor
Compax 25XXS connector and connection assignment
Compax 25XXS ≤ 1.0 kW Unlimited With R ext ≥ 56 Ω ≤ 2.5 kW
Compax 25XXS-specific technical data
Connecting ballast resistance to COMPAX-S
Compax 25XXS 1000 ∝ F / 27 Ws
Flat design
Compax 25XXS dimensions / installation
Compax 25XXS dimensions / installation
Design in series
O1...O8
Connector assignment Compax 25XXS
Plug and connection assignment Compax 45XXS/85XXS
Compax 45XXS/85XXS unit characteristics
Compax 45XXS/85XXS unit characteristics
Plug and connection assignment Compax 45XXS/85XXS
Meaning of the LEDs on the front plate
Compax 45XXS/85XXS installation / dimensions
Compax 45XXS/85XXS-specific wiring
Wiring up motor Control voltage Enable
Compax 45XXS/85XXS-specific wiring
Enable bridges
Enable internal ballast resistance X2/5 X2/6
Maximum braking power of the internal ballast resistance
Assignment/ cable
Compax 45XXS/85XXS connector and pin assignment
LED display
Compax 1000SL Unit characteristics
Connector and terminal assignment for Compax 1000SL
PE terminal
Compax 10XXSL 660 ∝ F / 17 Ws
Compax 1000SL Unit characteristics
Unit wiring
Connector and terminal assignment for Compax 1000SL
Connector assignment Compax 1000SL overview
Mating connectors X1, X2, X3
Bridges for test operation
Mounting and dimensions Compax 1000SL
Mounting and dimensions Compax 1000SL
Safety chain / emergency stop functions
Readiness, safety chain Emergency stop
Emergency stop and ready on connector
60V, 30W
Emergency stop input direct to COMPAX-M
Emergency stop input on COMPAX-M
Ready contact max .5A
Resolver / SinCos
Connections to the motor
Resolver / SinCos
Cable assignment in the terminal boxes
Code
Connections to the motor
Length codes for preformed cables
Length m
Material
Procedure
MOK42 max ,8A
Packaging of device
MOK21
MOK21 max ,9A
Version in high-flex GBK17 same layout
SinCos cable for HJ and HDY motors
External contact connection
Connections to the motor Additional brake control
Assignment of X10 Input/Output
Interfaces
Digital inputs and outputs excluding Compax 1000SL
Assignment of X8 Input/Output
24VDC
Interfaces Digital inputs and outputs for Compax 1000SL
GND
Start
Compax 1000SL
Technical data / Connections of inputs and outputs
Connection plan for the initiators with initiator connector
Interfaces Initiators and D/A monitor
Connection assignment on
Wiring of override with screened cables only
Service D/A monitor / override
Service D/A monitor
Service D/A monitor / override
Measuring
Interfaces
Monitor
Standard
Meaning and range of values of P71 P74
7 D/A monitor option D1
Cable plan GBK1/.. Compax absolute value sensor
Wiring diagram SSK1/...COMPAX PC/terminal
8 RS232 interface
Absolute value sensor option A1 Interfaces
Assignment on
Encoder interfaces / analogue rpm specification for Compax
10 X13 Encoder interfaces
Area of application of process interfaces
Encoder interface Step direction input for Compax 1000SL
Process interfaces Configuration options
Applications with Compax 1000SL and encoder
Configuring
Process
Interfaces
SSK14
Interfaces Heda interface option A1/A4
Bus connection
Cable plan
Power characteristics
Technical data
Bus connection optional
Standard delivery
Housing
Permissible 3-phase mains
Operation
Operating Instructions
Program memory / parameter memory
Operating Instructions
PLC data interface
RS232 / RS485 Bus-Systems
System controller
Setting Parameters
Explanations for the block structure
Functions
Deactivate
Password protection
Interfaces for signals
Password Protection Activate password
Front plate operation not available with Compax 1000SL
Configuration
Configuration
Meaning of the bus parameters Acknowledging error messages
Switching off the drive Modifying parameters
Configuration when supplied
Configuration process
Power on with motor switched off
Safety instructions for initial start-up
Power on for drive
Risks from incorrect wiring
Unit for travel data
Configuration parameters
Operating mode
Normal mode Continuous mode Speed controller
Motor type
Ramps
Linear
Transfer of P94
Drive type
Spindle drive
Smooth Quadratic
General drive
Specifying software end limits
Reference system
P215 direction of rotation
P213=0 P213=1
Absolute value function with standard resolver
Absolute value function with standard resolver
Activated with
P206=2
Machine zero mode
Machine zero
Real zero
P212 =1 Find machine zero Application
P213 Standard machine Zero mode for linear Movements
Machine zero equals external initiator & resolver zero
Additional machine zero modes
Position of the rotor position
Machine zero initiator MZ-INI is
Low active
Resolver zero pulse is a fixed
Conditions for this operating mode
Machine zero equals external zero pulse
P213=0 P29=0 P29=90 General rotatory
Find machine zero Application
P212=4 only permitted for Compax XX00 and Compax
Machine zero equals resolver zero
P212 =5 Find machine zero Application
P212 =7 Find machine zero Application
P212 =8 Find machine zero Application
Wiring up
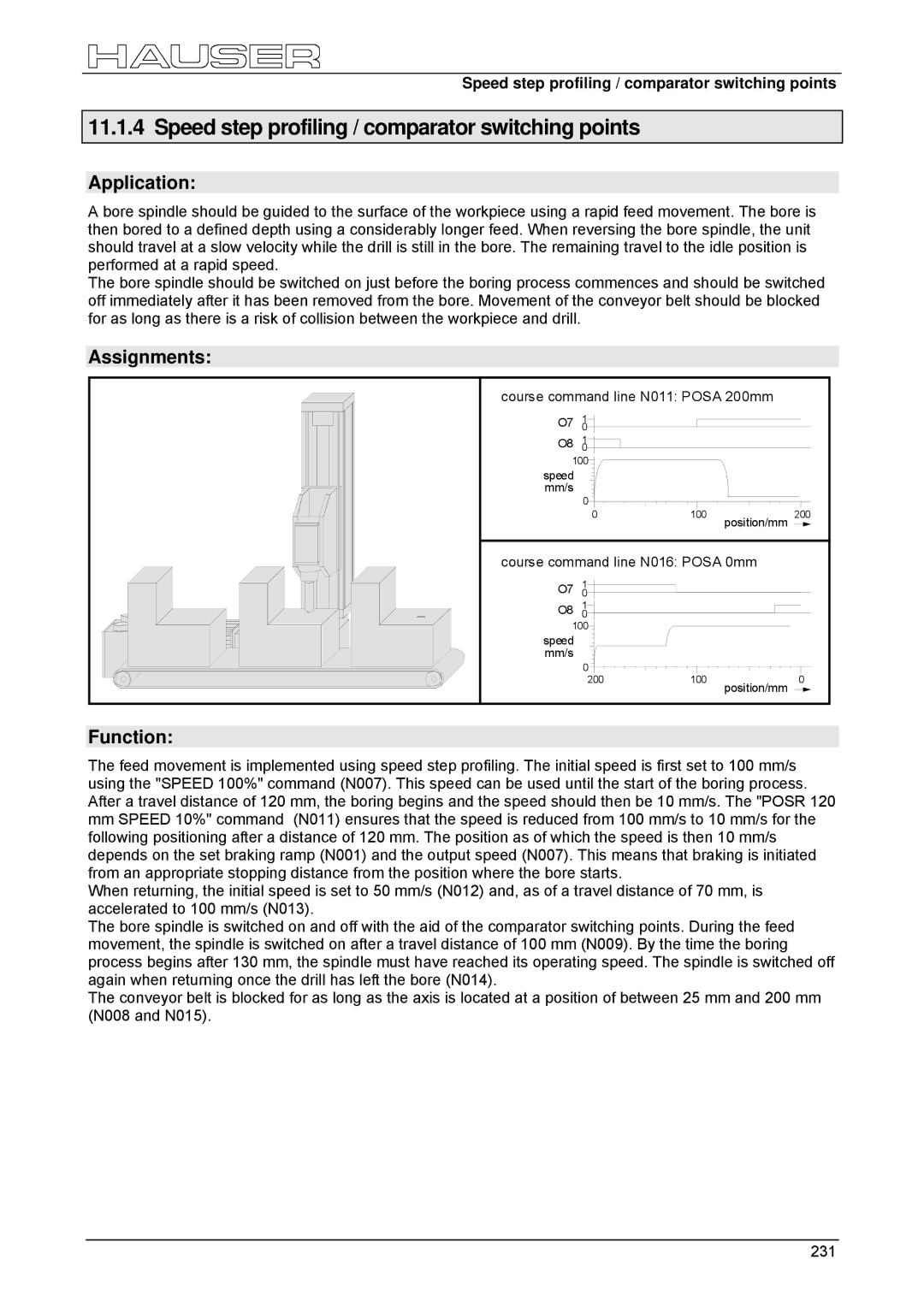
Function
Condition
Operating Instructions
Limit switch operation
COMPAX-M / -S
Configuring Compax
Configuration via PC using ServoManager
Configuration via PC using ServoManager
Installing ServoManager
Min-1
Other parameters are derived from the type plate data
Nominal motor speed for the Hbmr motors
EMC
Parameter for saturation characteristic curve
Holding brake For motors with holding brake
Drive type
Individual configuration of synchronous motors
Safety instructions for the first start-up
Positioning and control functions
Positioning and control functions
Start program
Posa value
Absolute positioning Posa
Relative positioning Posr
Absolute positioning Posa
Acceleration and braking time Accel
Process velocity Speed
O12=1010
Setting/resetting an output Output
Setting multiple digital outputs Output O12=1010
Switch off drive unit. Output O0
External speed set via option E7
Password Goto
External velocity specification. Speed Sync
Password Goto
Mark-related positioning Posr
Syntax Example
Preparatory instructions
Changes in speed within a positioning process Posr Speed
Preparatory instructions
Changes in speed within a positioning process Posr Speed
Compatibility
Posr x Speed y Accel z
Speed step profile extended by ramp time
Comparators during positioning Posr Output
Diagram of specified example for Posr Output
Diagram of example using Posa -1000 as positioning
Comparators during positioning Posr Output
Outputs of the cam controller
Cam controller with compensation for switching delays
Cam controller with compensation for switching delays
Function of the cam controller
Problem point
Explanation regarding cam controller
105
Explanation
Example 2 Positioning with subsequent cam operation Compax
Instruction to end a sub-program. Return
Rogrammable waiting time Wait
Program jump Goto
Sub-program jump Gosub
Binary if query of inputs if I12=101-1
Start a program loop Repeat
Branching if I7=1
If I7=1
Comparative operations
Specific processing of data record groups. Wait Start
Jump with data record selection Goto EXT
Sub-program jump with data record selection Gosub EXT
Error handling if Error Gosub
Function Priority Error program
If Error Gosub
Stop / Break handling if Stop Gosub
Error program with
Stop / Break handling if Stop Gosub
Wait Start
N243 Return
Stop program
N001 if Stop Gosub
N241 Wait Start
Example
Arithmetic
Parameter assignments
Curve memory
Status values Variables
Arithmetic and variables
Division y = x1 Example
Or absolute
115
Read status and assign variables Initializing variables
OM3
Position monitoring P93=1, 2
Functional description
OM2
OM3 O5 = 1 nominal value reached
OM2 O5 = 1 nominal value reached and lag error P14
Idle display
Idle display
Bit counting begins with 119
OM1 O5 toggles when speed is reached
Speed monitoring in speed control mode P93=4
Reached
Can be adjusted using P227 bit 429 =0 default setting
OM3 O5 =
Nominal value
PLC sequential step tracking
PLC sequential step tracking
Implementation
Range of values
Final stage blocked by Final stage is enabled via
Engaging and disengaging the motor brake
Via
Service D/A monitor channels
Output of variable voltage
Option D/A monitor channels
Optimizing with the ServoManager
User-defined settings
Optimization functions
Optimizing the movement cycle
Increase control dynamic
User-defined settings with variant P59=
Output of variable voltage Optimization process
Sensor
Variants
P59 Structure switch measuring P23 stiffness of drive
Optimization parameters
Structure
P24 damping of drive
P56 D section rpm controller
Increase damping Reduce damping
Without advance control measures
Advance control of speed, acceleration and power
Optimization functions
Advance control measures
Advance speed control
P26 Advance acceleration control P70 Advance power control
P25 Advance
Speed control
Accel
Control processes for optimization
Speed determination standard
Function Settings Using the speed monitor
Speed monitor
Speed monitor
Optimization display
Optimization display
P233/P23430 Meaning
Use the effective value
Square of peak motor current
You will find a complete status list on Page207
Reference value 80 000A2
P233/P234 Meaning
Access to additional parameters via S13 and S14
External position localization with position adjustment
Configuring the external position adjustment
Only available in Compax
Drive type Measuring unit Determining
Slip filter for external position localization
Limit values
P214
Input Assignment
Digital inputs and outputs
Assignment of standard unit
Digital inputs and outputs
Digital inputs and outputs Output Assignment
P157 bit
Allocation of logic inputs for input pins
Digital inputs and outputs for Compax 1000SL
P156 bit
Digital inputs and outputs Example
Following assignment must be configured Input X19 pin
Operating Instructions
Free assignment of outputs
Free assignment of inputs and outputs
Free assignment
Inputs
Output Function Valency
Heda
Compax virtual inputs
Interrogation of inputs in the Compax program if
Remarks regarding the structural diagram
1.4 I/O assignment of variants
Function of inputs
Hand+/Hand
Exception Start
Find MZ
Approach RZ
Input Shift
Quit Start Stop
Activate position adjustment
Break
P211 blocking and modifying teach in functions
Synchronous Stop
Synchronous Stop using
Diagram
Fast start
Additional assignment of P219
No fault
Function of outputs
No warning
Diagrams
Data record memory mode
Caption
Before the 1st machine zero travel, O3=0
Direct command
Specification
Finding machine zero in normal mode Approaching real zero
BCD coded
Input/output Meaning
Syntax of individual commands
Acceleration time
157
Operating Instructions
Function codes
Commands
Procedure for transmitting a sign
Signal procedure using the example of a status query
Interface description
3 RS232 interface
$=com19600,N,8,1
RS232 interface Function Activation using P20 Valid From
Influencing the active positioning process
Interface functions Direct command entry
Commands permitted for the various modes of operation
Positioning commands
Read and write program sets and parameters
Read the status values
Quit
Negative command acknowledge- ment
Transmitting control instructions
P211 blocking and modifying the teach in functions
Output O0
Commands available
All operating modes
Statuses
Binary data transfer using RS232
P20 switching on binary data transfer
Meanings of the binary command codes
360 450,5
RS232 interface Valency *1
Examples of the number format of xx xx xx xx xx Number
MSB LSB
Process coupling using Heda Option A1 / A4
Fast start
Transmittable parameters Master output quantity
Slave input quantities
Permissible combinations and required parameter settings
P98 is identical in all units
Application examples 1st unit Master Slave
Process values
Error handling
Error messages
Synchronizing
172
System concept
System concept
174
Accessories and options
Options
Power module NMD
Current Aeff Aeff 5s With mains supply 230V AC
Unit Nominal Peak current Power kVA
Motors
EMD motors Linear motor
177
Hauser linear actuators
Hauser linear actuators
Initiator set
Data interfaces
1 RS232
Bus systems
Meaning Unit
Process interfaces
Process interfaces
Encoder interface
Encoder module and accessories
Individual connections
Applications with encoder
BUS 1/01
Compax Compax
Compax not
Requirements per Compax EAM 4/01
Encoder bus mixed
Following are required
Encoder module
Process interfaces Absolute value sensor A1
High resolution SinCos sensor system S1/S2
Technical data
Enable absolute value sensor input
See 184
Option S3 for linear motors
S2 option
SinCos multi-turn with programmable transmission factor
6 D/A monitor D1 option not available with Compax 1000SL
Process interfaces Heda interface
I16 = 1 external nominal value is valid
Configuration Accuracy Connection assignment
Connector Pin X13 or
Signal Circuit proposal EAM4/01 Input
External control panel not available for Compax 1000SL
Accessories
BDF1/02 for front plate installation
BDF1/03 with housing
SSK6
Wiring plan
Terminal module for Compax 1000SL EAM
Terminal assignment
Design of EAM5/01
3 EAM5/01 DC feed for COMPAX-M
EAM5/01 DC feed for COMPAX-M
Input voltage range 100V DC 650V DC
Delivery scope
Power filter
EMC measures
NMD10 / Compax 45XXS / 85XXS
Length of connection between power filter
Motor output throttle
Compax 25XXS Compax 10XXSL
Compax 25XXS with external ballast resistance of 56Ω
Dimension diagram BRM4, BRM6 and BRM7
BRM5/01 is fitted with a 0.3m connecting cable
External ballast resistors
Is 2m
Diagrams Brake pulse power cooling period
Authorised braking impulse power with NMD20
Maximum permitted length
195
Authorised braking impulse power for NMD20 with BRM4/02
196
Authorised braking impulse power for NMD20 with BRM4/01
Authorised braking impulse power for Compax 4500S
Compax 8500S
197
198
199
200
ServoManager
Hand-held terminal
ServoManager
Special functions
Special Compax XX70 commands
Hand-held terminal Functions
Keys Function
Status Level
Hand-held terminal Menu
Hand-held terminal
View Edit, delete program
Exits the menu without VC
View, edit and reset parameter
View, set configuration
VC is generated when you exit the menu
205
Set configuration
206
Appendix Compax components
Diagnosis values
Status values of the standard unit Compax
Status values of the standard unit Compax XX00
Actual values
Meaning of status bits
Appendix
Unit designations
Special Compax XX00 status values
Explanation of error history S18
Output of status bits via the front plate
S16, S17
Scaled longitudinal voltage For amplification 1 use 10V =
Selection of status value using P182 Measuring parameter
Additional Compax measuring quantites
Status monitor S15
211
Additional Compax measuring quantites
Compax parameter
VP parameter46can be modified On Line
Compax standard parameters
List of parameters, sorted by number
Only permitted with P18 when bit 1=1
Compax parameter
Remark
Compax standard parameters
P20 setting
Drive Type Spindle drive P80=2
Rack
General drive drive type P80=16
EMC
P115 Angular speed 100 200
P112 Slip frequency MHz 100 P113 Maximum speed Min-1 9000
Bit 0 Input
P144 Settting encoder channel
X19
Source for
Settings 3 and 4 with Compax XX00
Default value P184=0
Enable final stage with Output O0=0 without
P212 Machine zero mode
Output Word
O8 to the Heda
P243 Heda operation
Mode
P245 Assign outputs O1
Static monitoring
Monitoring and limitation characteristics
Structural diagram
Dynamic monitoring
Error handling and error messages
Error handling and error messages
With Compax 70 Curve number not present 223
Too hard E40
224
Speed control mode, control is referenced to speed
Response to lag error error E10 Position controller
Response to E15
Quit is not required
Application examples
Assignments
Wiring up the digital inputs and outputs
External data record selection
Application
List of programs
Configuration
Programming
Names of inputs and outputs
Mark-referenced positioning
Mark-referenced positioning
Message = mark found
Sets the acceleration and braking ramp
N003 Output O7=0 Shears = block
Mark reference = block
Speed step profiling / comparator switching points
Speed step profiling / comparator switching points
Names of the inputs and outputs
Speed Sync
Speed control mode
Design and wiring up of the digital inputs and outputs
Speed control mode
Sets the accelerating and braking ramps to 10s
N019 if I10=0 Goto removing Operating mode query
Light barrier
Interlock # closed # open
Fast start
Assignments Function
Fast start
Implementing a torque controller
Using speed control mode
Position controller mode
Changing error response
Index
COMPAX-25XXS
COMPAX-M / NMD
If Error Gosub
Limit switch monitoring Without locking
Installation / dimensions
Installation Dimensions
Installation arrangement COMPAX-M
Safety chain Emergency stop
Power on with motor
Power with linear motor
Process interfaces Configuration options
Compax 25XXS Compax 45/85S
Compax 25XXS Compax 45/85S COMPAX-M