Sinumerik 810T
Users Guide Edition User Documentation
Basic Version Software Version Part 1 Operating
Basic Version Software Version Operating and Programming
January 1993 Edition
Sinumerik Documentation
Printing history
Edition Order No Remarks
Preliminary
Operating
Programming
· Part 1 Operating · Part 2 Programming
Technical comments
Part 1 Operating / Section
Terms/Abbreviations
Page
Contents
Preliminary remarks
Traverse to reference point Tools
Page
Page
General Notes
Product
Foto Nr E 3834 mittig 11 einmontieren
Siemens
Sinumerik 810T with external machine control panel
Sinumerik
· ·
Operation
CRT display with softkeys
Screen edge
Inputs from keyboard Softkey menu with 5 softkey functions
Softkeys
ETC key for extension of the same menu
ªAlarmº display
Display panel
ªOut of positionº display
Diagnosis
NC-MD
ªFeed holdº display
ªProgram runningº display
ªKey assignmentº
Address / numerical keys
Address for ºPosition informationº axis
Address for ºPosition informationº rotary axis
Address for ºPosition informationº axis Z
Address for ºPosition informationº auxiliary Axis Q
+/ ±
Editing and input keys
Delete input / operator message
Delete word / block
Modify word
Control keys
Cursor left / right movement Cursor up/down movement
Cursor movement in a part program
Paging up / down
Channel changeover
Function range of channels ·
Channel
Acknowledge alarm
810T Bild 1 von Druckerei einmontieren
Actual position in double height characters
Diagnostics and start up
Or when you want to display on the screen
Search for address / block no. / word / calling up data
Description of the keys Reset
Integrated machine control panel
Foto-Nr T Einmontieren
Single block
Program stop / Program start NC stop / NC start
Spindle stop / Spindle start
Feed hold/ Feed start
Example for the use of ºSpindle stopº
Continuous mode Jog mode
+X +Q
± Z ± Q ±
Direction keys / Jogging
Continuous mode
± Z
± Q
Function of the direction keys
Extension of the operating mode menu is shown
Key for the selection of operating modes
Operate Key
Operate Key a second time
2nd continuation of the operating mode menu is shown
Operate the ETC
Spindle speed override decrease / increase
Operate Key quickly
Socket connector for universal interface
For D-type sub-miniature connectors
Feed or rapid traverse override decrease / increase
To or from peripheral devices
09.91
Foto Nr E 3844 11 mittig einmontieren
Explanation of the operating Emergency stop switch
External machine control panel
Foto Nr E 3840 mittig einmontieren
Actual Value Preset
Setting
Manual Data Input MDI Automatic
Automatic
Single block switch
Spindle speed override switch
01.93
Feed / rapid override switch
Switch for switching on the NC control
By operating this key, you switch the NC control on
Key-operated switch for input inhibit / operation inhibit
Examples of the use of ºSpindle stopº
Feed stop/Feed start
Examples of the use of ºFeed stopº
Direction keys/traversing axes in ºJOGº mode
± in continuous mode ± in jog mode Continuous mode
+X +Q ± Z ± Q ±
ºrapid traverseº rate is defined in machine data
01.93
09.91
Switching on / off
Switching off the control
810T Bild 2 von Druckerei einmontieren
Darkening the screen
Operating modes General
Operating modes overview
Following different operating modes are available
· Automatic operation CRT display Automatic
810T
Bild 5 von Druckerei
810T Bild 6 von Druckerei einmontieren
· Manual data input / Automatic CRT display MDI Automatic
810T Bild 7 von Druckerei einmontieren
810T Bild 8 von Druckerei einmontieren
810T Bild 9 von Druckerei einmontieren
Sinumerik 810T, GA3 BN
By operating this key on the machine control panel
Operate the ETC key Under the CRT display once
Menu
Softkey
Manual Data Input MDI-AUTOMATIC
Feed
4 ºResetº with change of operating mode
Examples
Branching to operating functions within an operating mode
Etc
Example
810T Bild 3 von Druckerei einmontieren
810T Bild 13 von Druckerei einmontieren
Menu display from the NC program or from the PLC
Selected Mode
Operating mode menu trees
· ºAUTOMATICº mode · ºJOGº mode
· ºGUIDINGº operator prompting function
1 ºAUTOMATICº mode
Option
Block Search Program DIAG- Control Nosis Over Store OPS
Sinumerik 810T, GA3 BN
2 ºJOGº mode
JOG Tool Setting Data Part Diag Offset IN-OUT Program Nosis
Over Autom Store
System User Data Bits General Axial Spindle Mach Channel
4 ºMDI AUTOMATICº mode
5 ºREFPOINTº mode
Sinumerik 810T, GA3 BN
Sinumerik 810T, GA3 BN
6 ºINC 1 ... INC 10 000º mode
Tool Offset Setting Data IN-OUT Part Diag Program Nosis
INC Feed 1
Hand Wheel Over Store
7 ºPRESETº mode
Preset Store Clear PRE-OFF
Tool Offset Setting Data Data IN-OUT Part Program Diag
Sinumerik 810T, GA3 BN
ºREPOSº mode
Repos Tool Setting Diag Over Offset Data Nosis
9 ªGUIDINGº operator prompting function
Block G Number Funct Line Circle Thread
See Next
ªGUIDINGº operator prompting function
Contour WORK- Cycle Feed Spindle Tool
BA B
Special ADD Program Block Funct END
Sinumerik 810T, GA3 BN
You enter the simulation area and the workpiece dimensions
You clear the Preset offset
Glossary of softkey functions
Circle
You start data input via the universal interface
When ºYESº, the differential resolver function is activated
Data IN-OUT
DRY RUN YES-NO
Output of the end of block character end of text
All current NC alarms are displayed see Section
Location number and tool number of worn tools is displayed
NC machine data are displayed
All current PLC alarms are displayed see Section
º Part PROGRAMº softkey leads to
All current PLC messages are displayed see Section
DD PARALL. =
Simulation is interrupted and returned to the reset state
Input of setting data for coordinate system rotation
Input of setting data for scale modification
Key leads to the following functions
Special Block
ºPLAYBACKº mode you store the position traversed to
Store the Preset values entered axis-specifically
You activate the selected softkey function
You stop the activated softkey function
Select the G functions for thread cutting with this softkey
You input the tool number T... and the tool offset number D
ZO Autom
Operating Sequences
Preliminary remarks
Preparation Switching on
When you switch the control and machine on
Traverse to reference point
Sequence of operation
Operating Sequences Traverse to reference point
Tools
Tool offset Input of tool offset
Tool Offset
P1 =
P1=
P1 = P1=7 P1=4
L2 Geometry Diameter/radius
L1 Wear L2 Wear Diameter/radius
Geometry values of the available tool types
L2 Basic
Bild 810T/16 einmontieren
Operating Sequences 3.1.4 Tool offset 09.91
Using the numerical keys you enter a new value
Deleting/modifying an individual offset value
Delete
Modification
11.90
Deleting all offset values in an offset number D
Automatic tool offset
Bild 810T/17 einmontieren
Joginc Autom Tool
Store Axis
Integrated tool
Input of tool data
Bild 810T/15 einmontieren
Tool Data
Bild 810T/58 einmontieren
Enter
Down Geom Data
Display of tool data
Tool Offset Geom Data
Bild 810T/59 einmontieren
List Tools
Next
Display Data
Zero offset
ZFP XMR ZMW XFP ZMR
Any operating mode, operate the ºSETTING DATAº Softkey
Settable zero offsets
810T Bild 18 von Druckerei einmontieren
Zero Offset
X axis into the input line, using the numerical
Now enter the value for the coarse offset ºG54º for
Input key
Programmable zero offset external zero offset
Bild 810T/19 einmontieren
Programmable zero offsets
Precondition
Press the ºSETTING DATAº softkey Any mode
Bild 810T/20 einmontieren
External zero offset
EXT
Automatic calculation of the zero offset
Bild 810T/21 einmontieren
INC
Setting data ºR PARAMETERSº
Sinumerik 810T, GA3 BN
Overview of the R parameters in each channel Channel
Transfer parameters
Local parameters Scratchpad flags
Global parameters
Channel-specific R parameters 0-699/ Central R parameters
Sinumerik 3/8
Operating Sequences 09.91
Sequence of operation for ºR PARAMETERº setting data
Bild 810T/22 einmontieren
Para Meter
ºSPINDLEº setting data
Standard Maximum Input
Unit
Oriented spindle stop
Sequence of operation for ºSPINDLEºsetting data
Bild 810T/23 einmontieren
ºAXIALº setting data
Sequence of operation for ºAXIALº setting data
Axial
810T Bild 24von Druckerei einmontieren
Bild 810T/25 einmontieren
DRF Assignm
ºANGLE of ROTATIONº setting data
Sequence of operation for ºANGLE of ROTATIONº setting data
Rotat Angle
ºSCALE MODIFICATIONº setting data
Sequence of operation for ºSCALE MODIFICATIONº setting data
Scale Modif
Flexible plane selection
Bild 810T/57 einmontieren
Part PROG. Edit
Plane
Store Plane
G16 Plane Store Plane
ªPRESETº and ªREFPOINTº modes
Axis
Function of the modes with ªaxis synchronizationº
Axes of the two tool systems can only be moved separately
Operating Sequences 09.91 Axis synchronization
Transmit coordinate transformation
Behaviour of the transformation in the modes
± ªAUTOMATIC passiveº state
± ªAUTOMATIC activeº state
± ªJOGº state
± ªJOGº Automatic interrupted state
ªAUTOMATICº and ªMDI AUTOMATICº mode
ªREFPOINTº mode
ªREPOSº mode
Transmit function in the various modes
ªPRESETº mode
ªTEACH INº/ªPLAYBACKº mode
± Follow-up mode
Special cases ± ªDRF/handwheelº active
Display of the Transmit function
Program input
Program input with the keyboard
Sequence
Part Program
Bild 810T/11 einmontieren
Edit
Operate the ºEDITº softkey
Select Program
Example Entering an individual block
Program input with operator guiding
Guiding
Operating Sequences 11.90 Program
Enter the desired program no. º%12º
Guiding Block Number
Func Tions
G90
G00
Block END
Contour
Call desired program using ºSELECT PROGRAMº
Store them using the input key
Select the ºCONTOURº softkey
Bild 810T/28 einmontieren Bild 810T/27 einmontieren
Bild 810T/29 einmontieren
Line Circle
Delete Param Store
Operating Sequences
Part Program Edit
Or ºL...º number of the program
You wish to edit
Program Select
Insert word Modify word Delete word Insert block
X.....LF
Delete block
Preset / JOG / Automatic / INC 1 .... INC 10 000 / Refpoint
Correction display ºCORRECTION BLOCKº
Part Corr Program Block
Value
Preset / JOG / Automatic
When the display is full
Bild 810T/30einmontieren
Partdirec Program Tory
Preset / JOG / Automatic
Protection of subroutines cycle lock
Part Direc SUB Program Tory Rout
Lock
Cycle lock release ºENABLEº
Enable
Copying a program ºCOPYº
Bild 810T/31 einmontieren
Part Program Program Handling
Copy
Preset / JOG / Automatic INC1... ICN10 000/ Refpoint
Moving a program ºMOVEº
Part Prog Program Handl Move
Renaming a program ºRENAMEº
Part Prog Program Handl Rename
Sinumerik 810T, GA3 BN
Deleting a program ºDELETEº
Part Prog Program Handl Delete
INC 1...INC 10 000 / Refpoint
Deleting an individual program
Reorganizing the program memory ºREORGº
Part Prog Program Handl
Reorg
Direc Tory
13.9 ºSelecting a programº
Operator guidance macros OGM and back translation
Example of a data block
Store Input Display
Back translation
Change data as required
Example of the result of a part program
Function Find Block using block number Precondition
OGM
Find Block
Delete Block
Part program 1234
14 ºSIMULATIONº
Simulation ºAREA of the WORKPIECEº
Any of the operating modes
810T Bild 32 von Druckerei einmontieren
Select SIMULA- Program Tion
Area Piece
Reset
If you press ªRESETº softkey, simulation is aborted
Influencing simulation
Simula Tion Start
Bild 810T/33 einmontieren
ªPROGRAM CONTROLº
Program Control
Simula Tion
Bild 810T/34 einmontieren
ªBLOCK SEARCHº
Block Search
Start
Bild 810T/35 einmontieren
Data input/data output
Setting data bits
Explanation of setting data structure
Setting Bits
5011
Bild 810T/36 einmontieren
Data input
810T Bild 37 von Druckerei einmontieren
INC 1 .... INC 10 000 / Refpoint
DATA-IN Start
Data type Meaning
Data output
Bild 810T/38 einmontieren
Data Data IN-OUT Output
Any of the operation modes
810T Bild 39 von Druckerei einmontieren
This input form appears
Mainprg Subrout Start
MAINPRG. Subrout Start Start
Operate the ºR parameterº softkey
ETX Start
Part program block
Data IN-OUT BTR Start
Refpoint
Circular buffer
· Unprotected transmission
· Protected transmission
NC in two languages
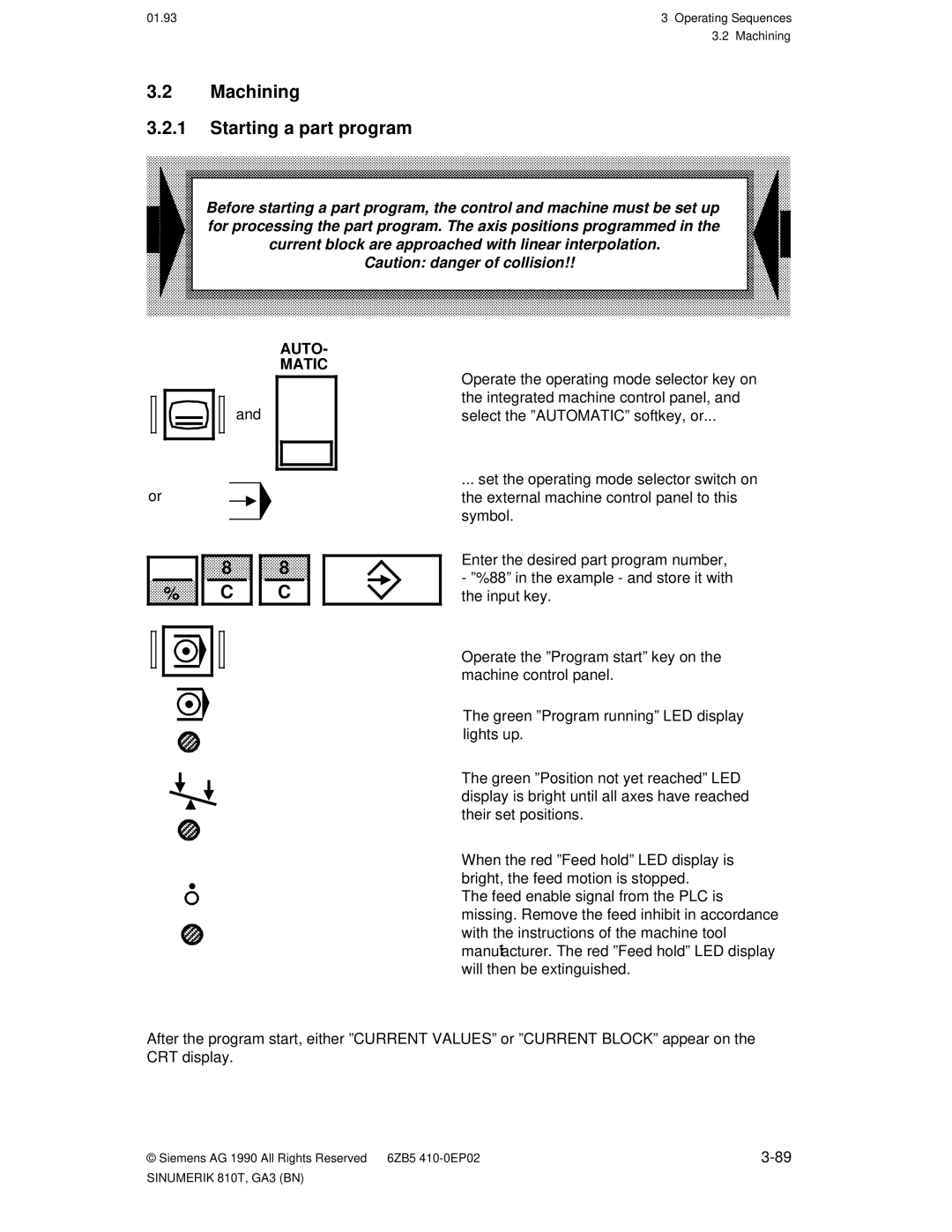
Machining Starting a part program
Auto Matic
An active program is being processed in ºAUTOMATICº mode
Set the operating mode selector switch on the external
Machine control panel to this symbol
Machine control panel, and then the ºAUTOMATICº
810T Bild 13 von Druckerei einmontieren
810T Bild 42 von Druckerei einmontieren
Current Block
Operate the ºCURRENT BLOCKº softkey
Explantion of the ºCURRENT BLOCKº display
Influencing ºAUTOMATICº operation
Influencing the program
Bild 810T/43 einmontieren
Skip Block YES-NO
Display Skip block
DRY YES-NO
OPT Stop YES-NO
Overr YES-NO
DEC-SBL YES-NO
Block type Single block
Decoding single
09.91
Subsequently operate the ºDRF-HANDWHEEL-ENABLEº softkey
810T Bild 44 von Druckerei einmontieren
You extend the softkey menu called under ºPROGRAM CONTROLº
DRF YES-NO
3.2 ºOVERSTOREº
810T Bild 46 von Druckerei einmontieren
Over Store
Operating Sequences Influencing ºAUTOMATICº operation
3.3 ºBLOCK SEARCHº
Auto Matic Block Search
Foto Nr T/47 einmontieren
Number º ... º for the search destination,
Operate the ºSTARTº softkey
102
+X +Q ± Z +Z ± Q
Repos
103
Interrupting
By NC Stop
You are in the Automatic mode
Program sequencing
810T Bild 49 von Druckerei einmontieren
Automatic
105
Remote operation functions
NEW
Creating a new file
File
Extend
File Clear File
Deleting a file
Reading in a file
810T Bild 48 von Druckerei einmontieren
Directory of diskette
Creating the program sequence list
Input OPS
Down Delete List
Program sequencing =OPS
109
810T Bild 50 von Druckerei einmontieren
RUN
You operate the ªRUN OPSº softkey
Interrupt program sequencing
OPS Start
Edit Interruption
Start OPS
Continuation
Stop Edit Start OPS
End
Types of data
113
4 ºManual data input automaticº MDI Automatic mode
810T Bild 5 von Druckerei einmontieren
MDI
115
115
5 ºTEACH INº
Part Teach Program PL. Back
6 ºPLAYBACKº
JOG
INC
+X +Q ± Z +Z ± Q ±
Continuing Teach in / Playback after Reset
Set the mode selector switch to the symbol for ºAUTOMATICº
810T Bild 54 von Druckerei einmontieren
Part Teach Program PL.BACK
Teach PL.BACK
7 ºJOGº mode
± Z ± Q
8 ºIncrementalº mode ºINC Feed 1 ... INC Feed 10 000º
10, 100, 1000, 10000 increments
· ºModalº · º Jog operationº
123
9 ºHANDWHEELº
Enable of the handwheels connected
810T Bild 53 von Druckerei einmontieren
Handwheel
10 ªDRFº Siemens AG 1990 All Rights Reserved 6ZB5 410-0EP02
10 ºDRFº
810T Bild52 von Druckerei einmontieren
Auto Matic Program Control
DRF YES no
DRF
Select the ºDRFº softkey function
DRF offset with connected handwheels
11 ºActual value settingº mode ºPRESETº
129
Clear PRE-OFF
12 ºRepositioningº mode ºREPOSº
Prerequisite
This display appears on the CRT
Red ºFeed holdº LED display is extinguished 132
133
Scratching
Diagnostics display on the CRT
Alarm Line
Monitoring Functions
Further Identifiers
Display representation
ORD 2 Spindle speed too high
116* ORD12 Contour Monitoring
· Example of display representation type a
2155 * N 45 Option M19 error
Valid for alarm numbers 2000 ... partly and 3000 ... partly
PLC S value in BCD not allowed
· Example of display representation type C
Alarm numbers and groups/delete alarms
NC alarms
Alarm number Alarm group Alarm cleared by
DIAGNOSTICS/selection of further alarms
Listing of the alarms/alarm description
NC Alarm
PLC Alarm
Sinumerik 810T, GA3 BN
Sinumerik 810T, GA3 BN
11.91
TEA1
TEA2
TEA5
TEA6
11.90
Sinumerik 810T, GA3 BN
104
108
112
116
132
136
156
160
168
172
184
196
2000
2030
2031
2032
2034
2035
2039
2040
2041
2042
2046
2047
2048
2056
2059
2060
2061
2062
2064
2065
2066
2067
Sinumerik 810T, GA3 BN
2072
2073
2074
2075
2078
2081
2082
2087
2153
2154
2155
2160
2184
2189
2190
2191
2194
225
226
227
228
3000
3001
3002
3004
3005
3006
3007
3008
3009
3010
3012
3013
3016
3017
3020
3021
3024
3025
3028
3029
3030
3032
3042
3043
3046
3048
3081
3082
3083
3084
3201
4100
4101
4102
Maintenance
Operating data
Handling
Replacing the battery in the battery receptacle
Schematic of the back of the Sinumerik 810T
CRT display
Cleaning
Setting data for description of the interfaces
Data Interfaces
Setting data function
SD no
5010
5011
RTS Line PLC Prog
SD no
Sinumerik
RTS Line PD / PF
Device connection data
Sinumerik WS
Siemens Programmer PG 685/675/670/730/750
Operating conditions
Siemens Programmer PG 675/685
Setting of the operating mode switches
Siemens page printer PT80
Siemens printer PT88
OFF OFF OFF
Interfacing to the Machine
Ordering data Options
· possible Order Options which influence the operation
B03 + B75 +
Precludes PLC memory expansion
Order Code Option
Comments
EPROM-UMS
09.91 Interfacing to the Machine
Sinumerik 810T machine data General machine data
Sequence of operation Calling general machine data
To call up the CRT display, proceed as follows
Diag Nosis
NC MD
Sinumerik 810T, GA3 BN
Cycle MD Cycle SD
Definition of area limits with general NC MC 14 to
5013
Machine data bits
As displayed on the screen
To call the CRT display, proceed as follows
Sequence of operation calling machine data bits
Machine Bits
Definition of the initial setting of the G groups
Press the ªDIAGNOSISº softkey
NC MD Channel Data
NC MD for the initial settings of the G groups Channel Data
Active in individual blocks Basic setting on M or T version
Setting data General SD bits
Axis-specific bits
Bit No 560
Spindle-specific setting data
Significance of ºxº 0=Spindle 1 1=Spindle
Appendix
List of abbreviations Mnemonics Meaning
Mnemonics Meaning
RAM
List of terms used Term
Section
Diagnostics
Copy CORR. Block
Current Block Current Values
Cycles Data in OUT
Emergency Stop Enable
Erase
EXT Start
Feed
Move NC Alarm
Machining Cycle MACH. Data Main Program Mainprg Start
NC MD
OPS
PLC Alarm PLC/MD PLC Message PLC Status
Reset
Part Program Plane Playback
Program Control
Term Section
Subroutine Start
Teach Thread Tool
Tool Data
Tool Offset
Sinumerik 810T operator interface Layout
Sinumerik 810T with integrated machine control panel
Sinumerik 810T with external machine control