Operating manual
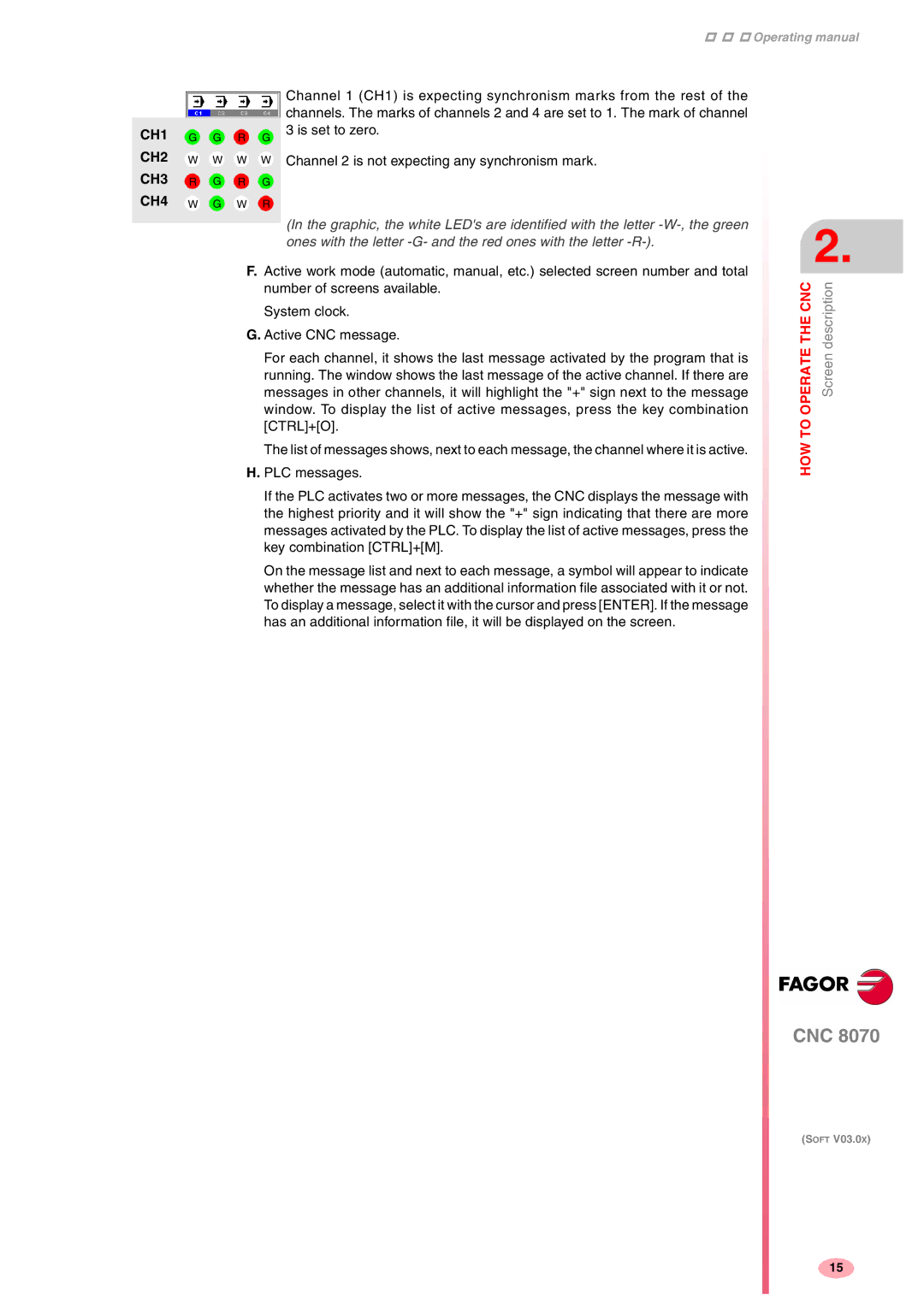
CH1 G G R G
CH2 W W W W
CH3 R G R G
CH4 W G W R
Channel 1 (CH1) is expecting synchronism marks from the rest of the channels. The marks of channels 2 and 4 are set to 1. The mark of channel 3 is set to zero.
Channel 2 is not expecting any synchronism mark.
(In the graphic, the white LED's are identified with the letter
2.
F.Active work mode (automatic, manual, etc.) selected screen number and total number of screens available.
System clock.
G.Active CNC message.
For each channel, it shows the last message activated by the program that is running. The window shows the last message of the active channel. If there are messages in other channels, it will highlight the "+" sign next to the message window. To display the list of active messages, press the key combination [CTRL]+[O].
The list of messages shows, next to each message, the channel where it is active.
H.PLC messages.
If the PLC activates two or more messages, the CNC displays the message with the highest priority and it will show the "+" sign indicating that there are more messages activated by the PLC. To display the list of active messages, press the key combination [CTRL]+[M].
On the message list and next to each message, a symbol will appear to indicate whether the message has an additional information file associated with it or not. To display a message, select it with the cursor and press [ENTER]. If the message has an additional information file, it will be displayed on the screen.
OPERATE THE CNC | Screen description |
HOW TO |
|
CNC 8070
(SOFT V03.0X)
15