Operating manual
Number of times
It sets as stop condition, that the block selected as the stop block has been executed a specific number of times.
When selecting this option, the CNC requests the number of times that the block must be executed before ending the history recovery. After entering the number of times, press [ENTER] to validate the value or [ESC] to cancel it.
If a block containing a multiple machining cycle in ISO code (G160, G161, G162, G163, G164, G165) or of the cycle editor (L MULTIPLE.CYC) has been selected as a stop block, the block search will end just before the beginning of the nth modal cycle repeated in the multiple machining.
Automatic search
With this option, it is possible to recover the program history up to the block where the execution was interrupted. The CNC remembers the block where it was interrupted; therefore, the stop block needs not be set.
Starting block
It establishes the block currently selected with the cursor as the first block of the block search. If the first block is not defined, the block search starts at the first block of the program.
The last block may be selected using the cursor or the "Find text" or "Go to line" options of the softkey menu.
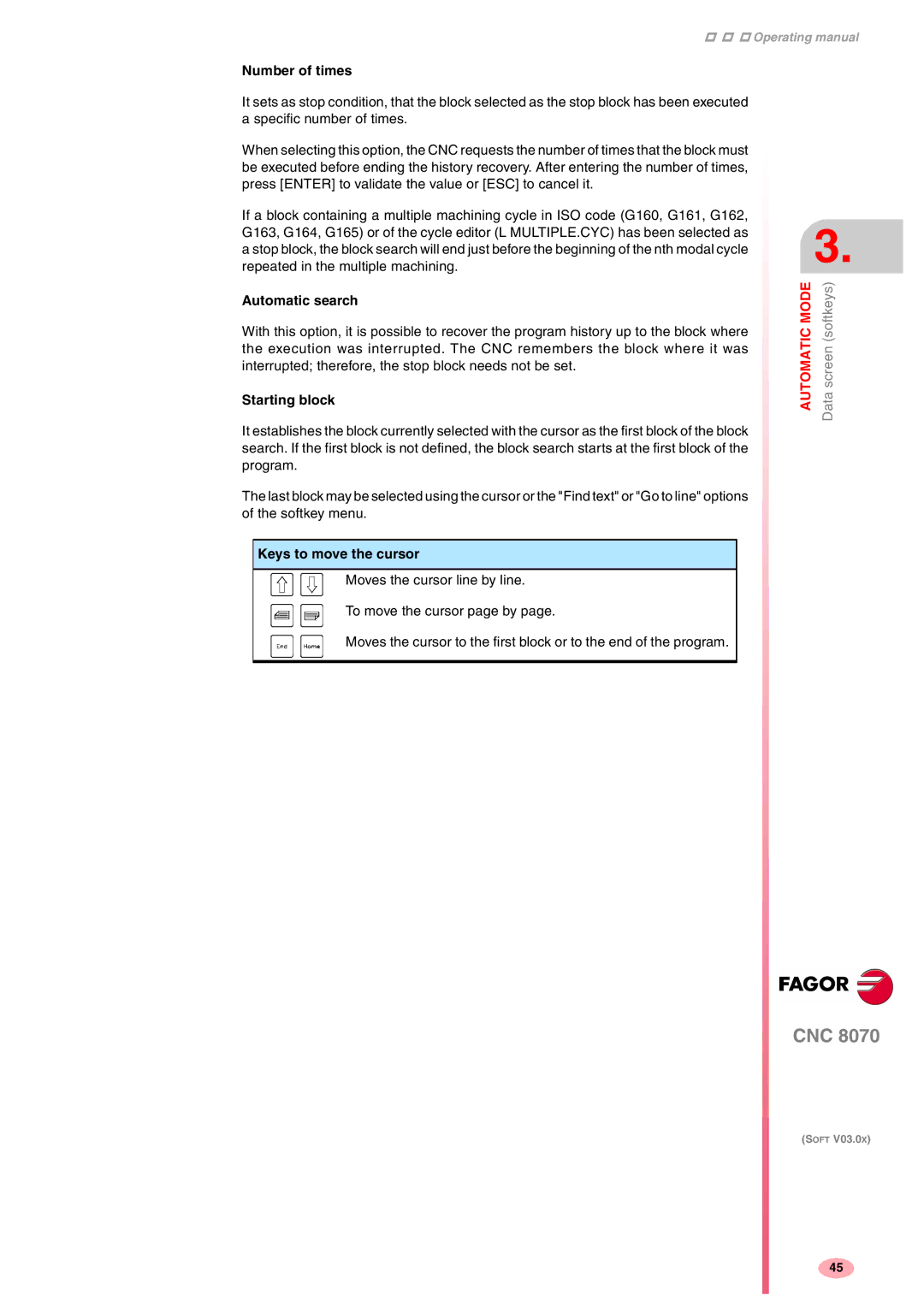
Keys to move the cursor
Moves the cursor line by line.
To move the cursor page by page.
Moves the cursor to the first block or to the end of the program.
3.
AUTOMATIC MODE | Data screen (softkeys) |
CNC 8070
(SOFT V03.0X)
45