Operating manual
8.4Arithmetic parameter tables
There are the following arithmetic parameter tables:
•Common parameters.
•Global parameters.
There is a table for each channel.
•Local parameters.
There are seven tables for each channel, one table per nesting level (7 levels).
The CNC generates a new nesting level for local parameters every time parameters are assigned to a subroutine.
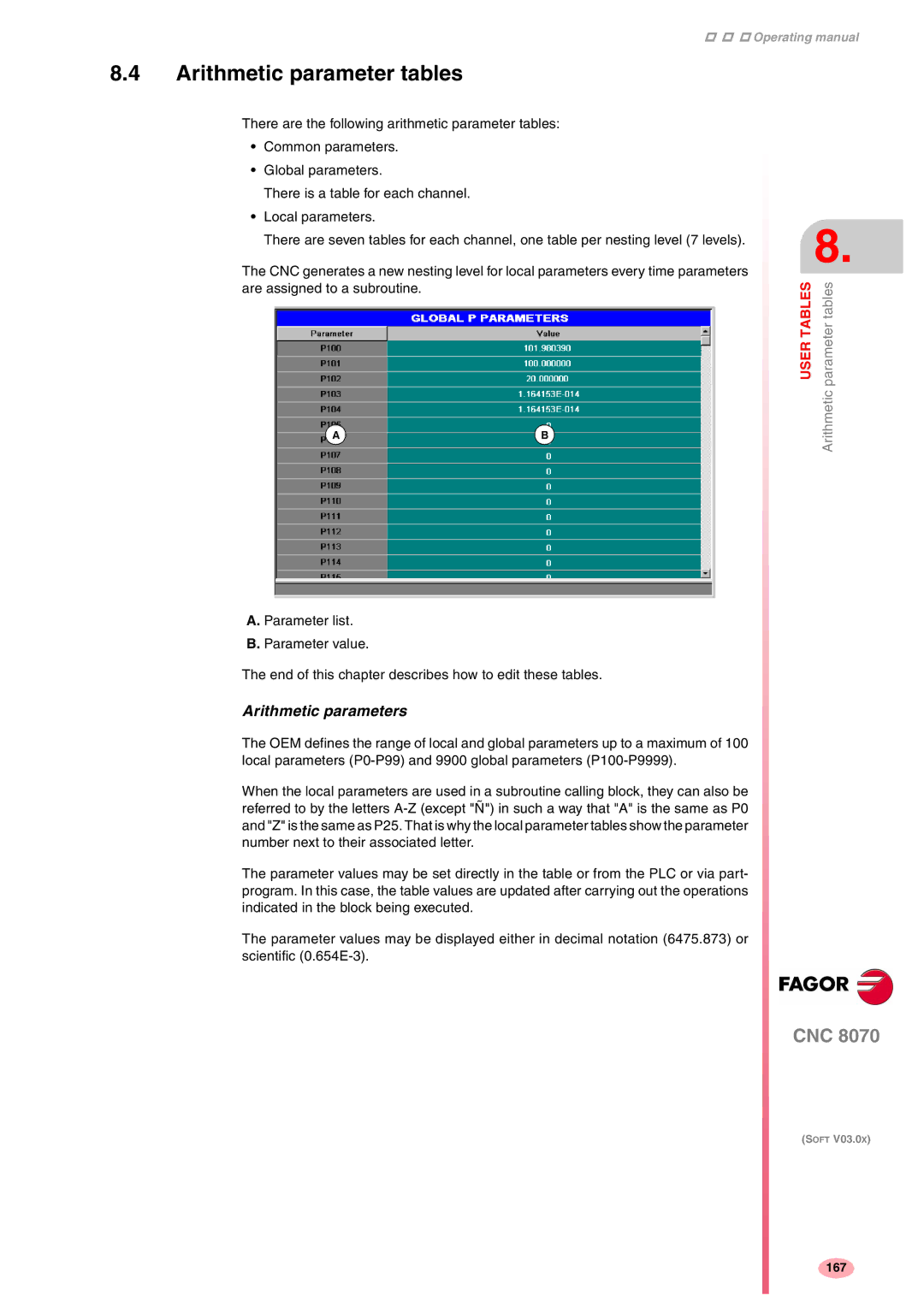
AB
A. Parameter list.
B. Parameter value.
The end of this chapter describes how to edit these tables.
Arithmetic parameters
The OEM defines the range of local and global parameters up to a maximum of 100 local parameters
When the local parameters are used in a subroutine calling block, they can also be referred to by the letters
The parameter values may be set directly in the table or from the PLC or via part- program. In this case, the table values are updated after carrying out the operations indicated in the block being executed.
The parameter values may be displayed either in decimal notation (6475.873) or scientific
8.
USER TABLES | parameter tables |
| Arithmetic |
CNC 8070
(SOFT V03.0X)
167