Hyundai Robot Hi4
Page
Head Office JEONHA-DONG, DONG-GU
Contents
Basic things for step
2.2
Condition setting
Application condition
Machine
Setting the field bus
R10
Palletizing pattern register Pallete dip angle measurement
R17
R18
R136
R123
R137
R138
Menu tree
11.4.2
11.4.1
11.4.3
Panel, Teach pendant
Contents
General
Safety
Safety, Operation Panel, Teach Pendant 1 Safety
Invalid environments
Safety Training
Relevant Safety Standards
Safety Marking
Mandatory
Operation Mode Selection- ANSI/RIA R15.06-1999
Safety Stop Function-ISO 10218EN 775
Speed Limitation Function-ISO 10218EN 775
Working Envelope Restriction- ANSI/RIA R15.06-1999
Safety Fence
Installation of Robot
Safety, Operation Panel, Teach Pendant 1 Safety
Safety, Operation Panel, Teach Pendant 1 Safety
General Safety Precautions
Robot installation
Technical Safety Precautions
Safety, Operation Panel, Teach Pendant 1 Safety
Space for robot installation
Safety measure for robot operation
Safety Working Procedures
Safety, Operation Panel, Teach Pendant 1 Safety
Interlock
Safety Measure for Robot Try-out
Safety, Operation Panel, Teach Pendant 1 Safety
Safety Measures for Entering Inside the Safety Fence
Position
Safety Measures for Maintenance and Repair
Safety, Operation Panel, Teach Pendant 1 Safety
Necessary Actions after Completion of Maintenance and Repair
Safety Control Chain of Operation
Safety Functions
Safety Chain of Operation
Status of Emergency stop
Emergency Stop
Operating Speed
Gripper
Safety Related to End Effectors
Liabilities
Tools and Workpiece
Safety, Operation Panel, Teach Pendant 1 Safety
Operation Panel
Error
Motor on
Emergency Stop
AUTO/MANUAL
Stop
Please refer to the following table
External Shape of Teach Pendant
Teach Pendant
Move
Screen of Teach Pendant
Weavon WEV#=1 Arcon ASF#=1
Arcof AEF#=1 Weavof
AUX Axis
Coord
Conti / JOG on
ACC / Intp
Shiftfast
Right position of Title Frame
ESC
Speed
SETYes
LCD
STOP/MANOUT
Ch/Var/Fn/CMD
PROG/STEP
Basic operation
Basic operation
Power OFF/ Motor OFF
Teaching
How to initiate the system
Select the type of robot connected controller
Step and Function
Basic things for step
Parameter of Step command line
PNo999* S/F1/0 Spd100.00
Select PF menu
Interpolation locus from between Step and Step
= Robot coordinate system E = Encoder
Pose
Accuracy
Speed
Tool number
Output option
Stop state variable
Stop condition
Step position validation/modification method
When the coordinate system is set as encoder
143938 *** Step Pose Data *** A0 S4
Coordination Base,Robot,Encoder
000
When the coordinate system is set as Base or Robot
Select and Enter number. Press SET
50.000
Step
JOG operation key
Coordinate system
Axis coordinate
Xis C o o rd
Robot coordinate
B o t C o o rd
Axis direction Rotation direction
User coordinate
Rzu
It shows that the robot is operating without tool
Tool coordinate
143938 ***AUTO Tool SETg*** A0 S4
Auto tool setting
Program No. = Step No. = Tool No. =
Select and Enter number. Press SET Execute
Service Menu
Protect Storage media format Save/Load Sram Card
Use Number/UpDown and press SET Previous Next
Service Menu
143938 *** Monitoring *** A0 S4 Monitor OFF
Monitoring
11 DIO169
Equalizerless GUN data
Current Command Angle
Command Angle
Enter the number of line and press SET
PN100* S/F=4/0 Sp100.00
143938 *** M a N U a L A0 S4
Service
Mspr on
PN100* S/F=4/0 Sp100.00 RobotH120, 6axes
Slip Count display/setting Outline
Slip count reset
Break Slip Count Outline
Use Number/UpDown and press SET
Clear to slip count?
CR=
CP=
CS=
Servo GUN Data Outline
143938 *** M a N U a L
Work State
Palletize Register Outline
OFF
Counter
OFF
Register
Register
Shift buffer
Register A0 S4
XYZ Shift Register
Select and Enter number. Press SET
Complete
Service menu
Reference Parallel movement shift
Shift buffers
Work작업A물Awork작업물a a
Register A0 S4 ON-line shift register
On-line shift register Group
Service menu
Register A0 S4 Palletizing register
Palletizing register
Pallet No
# Palletizing preset
Start count
Input the palletize pallet number.1-16
Select and Enter number. Press SET End
Frequency condition register
Register
Conveyor Data
Select Enter Number. Press SET
Works entered the CV line =
Conveyor data clear. Continue? YES/NO
Index
Variable
Previous Next Index
Select the Program modify and then displays as follows
Edit Program
143938 *** Program modify *** A0 S4 Condition modify
MX2
Modify writing condition totally
143938** Speed Modification **A0 S4
Modify speed in record totally
143938 ** Position modify ** A0 S4
Modify position in record totally
T1= Deg
Is shifted
T1= Deg R2=
T1= Deg R1=
Step Copy
Step Copy
Service menu
143938 * Reverse step copy * A0 S4
Step Reverse-Copy
Service menu
Not running state. Use Manual mode.ESC
Edit program in running Hot Edit
Apply
HotE022/3/1 PB022/4/0
Apply hot edit, First ?
Service System
Applying initiated CALLing info Escape
SR100% HotE022/3/1* PB022/4/0 S1 Move P,S=30%,A=1,T=0
143938 *** Hotedit *** A0 S4
Hot eidt A0 S4
Copy
File Management
Delete
Protect
All files? Yes, or just programs? No
Internal memory file name
File display A0 S4
File, 31351 Block free
PN100* S/F4/0
Program first data
143938 *** Number of axes *** A0 S4 Internal memory
Internal program axis no
File, 63156 block free. Page 1
Previous Next Escape
Rename
Rename
Internal memory
143938 *** RenameRAM *** A0 S4 H120 .991 31 2001-07-09
Enter new No and press SET
143938 *** RenameRAM *** A0 S4 H120 *991 31 2001-07-09
143938 *** RenameRAM *** A0 S4 H120 .991 31 2001-07-09
File, 31351 Block free. Page 1
143938 *** RenameRAM *** A0 S4
Use PF Key and select
H120 *995 31 2001-07-09
Service menu
Copy
Copy
H120
Robot
Select Cancel Previous Next Excute
Delete
Delete
H120 991
H120 .991 Delete? YesAll=1/No
Protect
Protect
Protect or Release?1Protect/Release
Reference
143938 ** Sram Card Format ** A0 S4
Storage Media Format
Press executePF5 or ESC key
Load all files from the Sram card
Save/Load Sram Card
Next
143938* Save/load all files * A0 S4 DIR
143938* Save/load all files * A0 S4
Enter the name if a folder to read.Any
Folder, 1999 KB free. Page 1
Previous Next Select
143938 *** Conversion
Program Conversion
Mirror Image Off-Line XYZ shift
Coordinate transformation
Object program
Contents of window
Program Destination program
Mirror Image
Enter number and press SET Execute
Enbl
Service menu
Example Parallel transfer of the workpiece
Off-Line XYZ Shift
Enter number and press SET
143938 * Off-Line XYZ Shift * A0 S4
Following is displayed in system checking menu
System Checking
143938 *** System checking *** A0 S4
143938 *** System version *** A0 S4
System version
Press ESC or R
Run time
Run time
Press ESC or R
Run time
Data is cleared as selecting YES and following is displayed
Clear YES / no
=00 Total cycle count =0
Check
Diagnosis of troubles
Service menu
143938 *** Error logging *** A0 S4 0005 25
Error logging
143938 *** Error Log no *** A0 S4
Refresh?
YES/NO
143938 *** Stop Logging *** A0 S4 01 25
Stop History
Use UpDown Press SET
Service menu
143938 ** Operation Hist ** A0 S4
Operation History
Press PF3, PF4, ESC or R
Refresh? Previous Next
143938 *** Date/Time set *** A0 S4
Date setting Date, Time
Date = Time =
Select and Enter number, Press SET
Chap 4 Condition Setting
Press SHIFT+-- Key AppliCnd End
143938 *** Condition set *** A0 S4
Modification method
Cycle type
Service
Step go/back max. speed
Playback
Speed rate
Function in step go/back
Robot lock
Select PF menu Service System
Record speed type
N U a L
User Coordinate
Interpolation base
Crd01
=100%,A=0,T=1
→ 12. Coordinate setting → 1. User coordinate
Chapter Application condition
143938* Application Condition A0 S4
Cond Set PF5, Press AppliCnd PF1 Screen display
Conveyor Oper=Normal,Simulat.,Test Search range
Press SHIFT+-- Key Cond Set
T O
Conveyor operation
RobotH120, 6axes Steps
Search Range
Service Rel Wait
Search reference position record
Move P S=100% A=0 T=1
PN100* S/F4/0
Spot welding
RobotH120, 6 axes Steps
Gun Search reference point record
Service Rel Wait Cond Set
143938
G1 SW Wd-On
On-line Shift Register Clear
OutputDO signal clear
System setting
System setting
Palletizing pattern register Palette dip angle measurement
Spot welding datacondition,sequence Equalizing parameter
143938 *** System setting *** A0 S4 User parameter
System setting
143938 * User configuration * A0 S4
User configuration
Press SHIFT+-- Key
Next End
Pose Record Type
Display language
Service Rel.WAIT
Change of cursor position in Auto mode
Start type
DeleteYes/No? Service System
Confirm when the command delete
Wait DI/WI Forcible Release
Dettachment of Teach Pendant
Power failure Detection Not Changeable
External Program selection
Value of Prog Selec Sig input is Service System
Using the program strobe signal
Lowest position proportion of the cursor
Step SET Alarm Type
Using the collision sensor
Controller Parameter
Coordinate setting Use Number/UpDown and press SET
143938** DIO signal setting ** A0 S4 Input signal logic
Input/Output signal selection
Previous
DI9
DO9
143938*** do signal logic
DO1 DO2 DO3 DO4 DO5 DO6 DO7 DO8 DO9
143938 ** do Sig attribute ** A0 S4
Enter number. Press
143938 *** Pulse table
143938 *** Delay table
MXUnfolding Sig = X1
Monitoring
External reset
143938 ** DI Sig assignment ** A0 S4
External start External stop
BO3
BO1
B05
B07
Sig Time
Setting the Earlier output Outline
High do
Sec Low GO High
„ Resister the name of in/output signal
143938 ** Character input ** A0 S4
Press SET for string input
DIO name
Use UpDown, and press SET Complete
File not exist, Create file? YES/NO Done
SHIFT+-- to En/Disable
143938* En/Disable Fieldbus * A0 S4
Done
DI9
DI1 DI8
DI1
143938 *** Assign Input No *** A0 S4
DI9
Previous Next Done
Form Previous
143938*** Assign Outpur No *** A0 S4
143938 * Serial port select* A0 S4 Teach Pendant Cntp
Serial port
Teach Pendant Cntp Outline
Cant modify! Private port for T/P.ESE Previous Next
143938 *** Serial to I/O *** A0 S4
Interface with the external vision system
External computer and visa versa
Ready
Robot Ready
Auto
Enter number and press SET Previous Next Complete
Actual screen
Home position registration
143938 *** Home position *** A0 S4
Home 1 Program No. = Step No. =
143938 ** Previous position ** A0 S4
Return to the previous position
Press SHIFT+
Relay
End Relay Output Time
Sec
Interlock error timer = 60 sec
Interlock error time
143938 *** Interlock Abn.*** A0 S4
143938 *** Error output *** A0 S4
External error output
Signal name Assignment and Quantity Type
System setting
12.8
Power Saving PWM OFF
Press SHIFT+-- Key
200.0
Shift Limit
GUN2
Setting the user key
F2= F3= 0 f4= 527
143938 *** f-key setting *** A0 S4
Select and Enter number. Press SET Previous Next Complete
Coordination system registration
Procedure
143938 *Coordinate assignment* A0 S4 User coordinate
Stationary tool coordinate
143938 *** User coordinate *** A0 S4
Staionary tool
143938 *** Staionary tool *** A0 S4
Staionary tool X1=
Staionary tool X2=
143938 ** Machine parameter ** A0 S4 Tool data
Machine Parameter
Tool Data
Tool Weight
Component
IzZf
143938 ***AUTO Tool SETg*** A0S4
Reference ⑴ Auto calibration Outline
143938 ***TOOL Angle SETg*** A0S4
Adjust angle by jogging, then push PF5 Execute
HH : Body Torch
==H Side
143938 *** Axis constants *** A0 S4
Axis Constant
90.0
Use UpDown Key and press SET
143938 *** Software limit *** A0 S4
Soft Limit
Use UpDown Key and press SET Previous Next
Outline It sets the working limit between the ARM
Arm Interference Angle
143938 ** ARM interference ** A0 S4
Min = 25.0 Max =
Outline It calibrates the original point of encoder
Encoder Offset Calibration
Encoder calibrationData input
143938 *** Encoder offset *** A0 S4
After axis Oper, press REC.ESCusable
R2= R1=
2000000000
Acceleration/Deceleration Speed Parameter
Contents of the screen „ Maximum speed
Outline It sets acceleration/deceleration time
117
143938 ** B axis dead zone ** A0 S4
Axis Dead Zone
Accuracy
Level = 0 ∼
Level
Distance
Cornering
Discontinuous step Continuous step
Speeds
Additional load per each axis
Contents of the screen
Inertia 00Kgm2 Center
Inertia
System setting
143938 *Application parameter* A0 S4 Spot & Stud
Application parameter
Arc Palletizing Conveyor Volt. output proportional to Speed
143938 *** Spot&Stud Weld *** A0 S4 Air-gun welding data
Spot & Stud
143938 *Air-gun welding data* A0 S4
System setting
Case of selecting the next screen
Second2 servo gun parameter
Move tip clearance mm 10.0 Fix tip clearance mm
Offset mm
Pressure-Current Tab.1 Gravitational
143938** Servo Gun 1 Param. ** A0 S4
150 225 300 350 Pressure-Current Tab.1 Gravitational
150 225 300 350
Check the abnormality of abrasion quantity
System setting
System setting
Welding condition Welding sequence Welding data copy
143938*Servo-gun Welding Data* A0 S4 Sequence common data
Common Data A0 S4
Force 50Kgf
Number Output data Output type
Squeeze signal
Number Condition signal
143938 *** Weld Sequence *** A0 S4
WI wait
Source number
Sequence
Enter number and press SET 0.0
GUN2
System setting
Arc Weld
2 Arc
Shield Gas state
Inching speed setting
Contents of the screen High step forward/backward setting
143938 *** Palletizing *** A0 S4 Palletize pattern register
Palletizing
Palette slope calculation
Use Number/UpDown and pressSET Previous Next
Pattern register
143938** Palletize pattern ** A0 S4 Pattern register
Press SHIFT+-- Key Previous Next Complete
YES
Basic pattern
System setting
Rec.PosiY Direct
Conveyor
Conveyor parameter setting
Conveyor
Conveyor angle/centr auto-set
Dsbl
143938** Conveyor Parameter ** A0 S4
Press SHIFT+-- Key Previous Next
System setting
System setting
143938* Auto Conveyor Angle * A0 S4
Automatic setting of the conveyor angle and center Outline
Conveyor type
12.0
12.0V ∼ +12.0V
Speed proportion voltage output
Pin arrangement of analog output terminal
Output
Pin number Signal
143938 ** Speed by voltage ** A0 S4
Port No
System format
Selecting type of the robot Positioner group setting
143938 *** System format *** A0 S4
System format
143938 *Robot type selection * A0 S4 H120 Matsushita motor
Robot type selection
143938 *Robot type selection* A0 S4
Enter number and press SET Previous Next
No system file. Need to format first Previous Next
Make? Previous Next
Cant delete! Check file protectionESC Previous Next
System setting
143938 *** Usage setting *** A0 S4
Use setting
GUN 1 = 0 GUN 2 =
ARC
143938 ** Positioner Group ** A0 S4
Positioner group setting
Additional Axis
Former times is ineffective
Positioner Calibration
Automatic constant setting
Optimization of axis constant and tool length
Max step position errorX =
System setting
Positioner calibration
You must setup the positioner GroupESC Previous Next
143938*Positioner Calibration*A0 S4
CP1 CP2
Constant is saved in the controller
000
143938*Positioner Calibration* A0 S4
DH.a= DH.alpha= DH.d= DH.theta=
Save?
Code
Set max. speed Step go/back
Enter R code No 0
Manual
2 R5 External Start Selection ENABLE/DISABLE
1 R0 Step Counter Reset
R5,0
Set Ext program selectionDSBL=0,ENBL=1
3 R6 External Program Selection ENABLE/DISABLE
R6,0
4 R10 RUN Time Display
Run Time Clear
Run Time Reset Outline All Data Clear
Clear YES / no
5 R17 File Name Display in Internal Memory
Enter frequency register No 1
6 R18 Frequency Condition Register DISPLAY/SETTING
R18,0
Enter register data 0
Enter tool No
7 R29 Tool Number Setting
R29,0
8 R44 Conveyor Data Clear
9 R45 Conveyor Register Manual Input
Reference ⑴ It cannot be executed during operation
10 10 R46 Manual Conveyor Limit Switch on
PN999* S/F=3/1 Service
11 11 R49 Speed Variation Setting
Enter speed rate 1
T O
End palletizing?
12 12 R55 Palletize Counter Reset
Specify Sec
13 13 R71 Recorded Speed Specification Method Selection
Rec speed type?Standard=0,%=1,mm/s=2
R71,0
15 15 R115 Program Copy
14 14 R107 Program Head Data Display
143938 *** M a N U a L *** A0 SH4
Use cursor Up/Down, then ESC for exit
Source program to modify?
16 16 R116 Program Number Modification
Destination program to modify?
R116,999
Program to delete?
17 17 R117 Program Delete
Delete?
Outline It sets the robot lock to ON/OFF
18 18 R123 Robot Lock
Set robot lock DSBL=0,ENBL=1
R123,0
„ If press
19 19 R136 Modify Accuracy in Steps
Reference
20 20 R137 Modify MX in Step
Set MX signal Off=0, On=1
Enter MX No 1
R137,0
Enter gun No
21 21 R138 Modify GUN in Step
R138,0
R138,1,0
22 22 R162 Shift Register Value Change
23 23 R163 ON-LINE Shift Cancel
Input discrete welding condition 0
24 24 R204 Spot Welding Condition Manual Output
Input binary WELDg condition 0
25 25 R210 Servo GUN Number Selection
26 26 R211 Squeeze Force Setting
Enter gun number
R210,1
28 28 R213 FIXED-TIP Consumption Preset
27 27 R212 MOVING-TIP Consumption Preset
Enter fix tip consumption. -10
R213,0.00
29 29 R219 Equalizerless GUN Number Selection
30 30 R220 Equalizing Welder TIP Consumption Preset
R219,1
R220,0.00
Monitoring
31 31 R245 Monitor Mode Selection
120
144 10 DIO145 168
Program to protect?
32 32 R269 Memory Protection Setting
Protect or Release?1Protect/2Release
Protect type?1Whole/2Section/3Playb
DSP1 S/W
33 33 R286 Software Version Display
DSP2 S/W
DSP3 S/W
Enter Group number 1
34 34 R310 Manual Output of GO-SIGNAL
R310,10
Input data to be output manually
Step GO/BACK speed? 1 255mm/s
35 35 R320 SET MAX. Speed of Step GO/BACK
R320,200
36 36 R323 Robot Interrupt Function Record
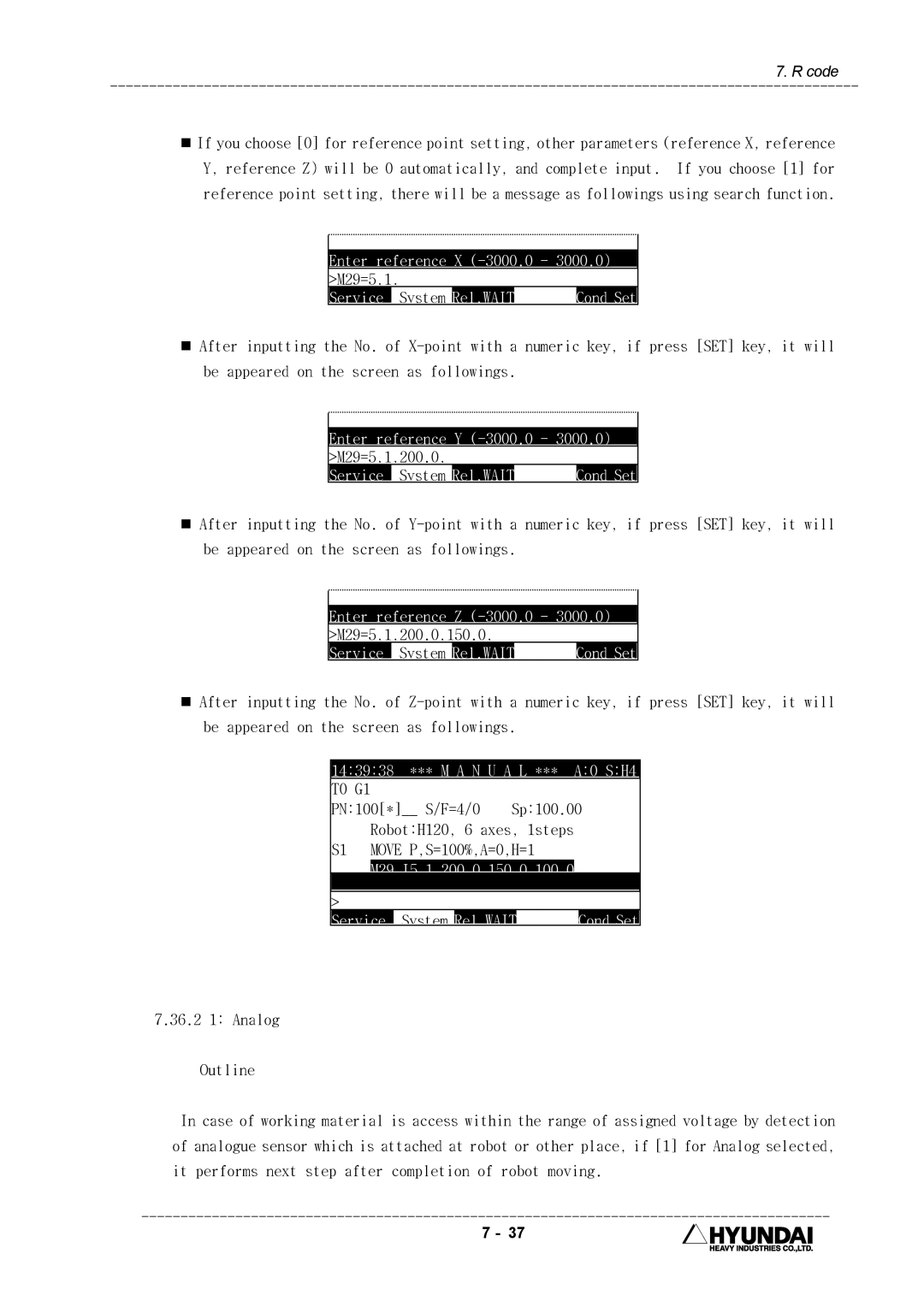
Set reference point setting 0
0DI Sig,1Analog,2Weld sticking0
R323
Enter reference Y -3000.0
Enter reference X -3000.0
Enter reference Z -3000.0
RobotH120, 6 axes, 1steps
Input minimum voltage. -10.0
Example
M30,1
M30=1,-5.00,5.00
M30=1,-5.00,5.00,1,200.0,150.0
M30=1,-5.00,5.00,1
Move P,S=100%,A=0,H=1
Reference ⑴ It can not be executed during operation
37 37 R341 Execution Code BACK-UP
Backup execution code of controller?Y/N
Programming
Programming
Record of Step
Edit Step
Modification of Step
Delete of Step
Word Cursor Status
Summary of Operation Keys
EN+PSTEP
„ Command Area
Edit Command
Edition Screen
„ Address Area
Select interpolation type
Example Move Sentence
Select command
Command Input Select inputting command
Spd100.00
RobotH6 6axes, 2steps
Local
Enter pose
Enter index1-999
P3+R2
Enter
Enter speed
Unit
Enter accuracy
Adjust output optionToggle
Spd100.00 RobotH6
2steps
Sentence form
With numerical keys and menu
To statement input status menu for sentence form constant
Pose form
Enter variable 120 Pose Shift Out
Variable, numerical formula and string edit
Enter variable 120
Enter variable
SET
Enter variable V2%
‘ +-*/=&~,%!$?`. @#₩ Smm/sec=V1%/2
ENABLE+Ö SET
Unit Conv
‘ abc efghkjklmnopqrstuvwxyz ‘ +-*/=&~,%!$?`.@#₩
‘ Abcdefghijklmnopqrstuvwxyz
Weld
SET
Line number edit
Line number is reflected on the edit frame
Welding
Block edit
Goto S2
Set start position of block region
S2 Move L S=100mm/sec,A=0,H=0
V11!=0 S1 Move L,P1+R2,S=120mm/s,A=0,H=0
Position of block region
Select block edit function
Select block edit function Unselect Copy Move Delete Close
PN999* S/F1/2 Sp100.00 RobotH6 , 6axes, 14steps V10!=0
Copy Copied area is pasted just below a cursor
PN999* S/F1/3 Sp100.00 RobotH6 , 6axes, 14steps V10!=0
Quick Open Function
Outline
Function Summary
Remark
Instructi
Pose of Current Step
Move step position
840.000 mm
960.000 mm
143938** Arc Condition File **A0 S4
Welding Start Condition EXE. AT ASF#=x
Save
Quick Open Function
Condition File
Welding END Condition EXE. AT AEF#=
Quick Open Function
143938** Arc Condition File **A0 S4
Welding Auxiliary Condition Retry
ARC Auxiliary Condition File
ASF
It starts with the current value of welding start condition
ARC Auxiliary Condition File Restart
Welding Auxiliary Condition Restart
Retry
Quick Open Function
Quick Open Function
Auto Stick Recovery
Welding Auxiliary Condition AUTO. Wire Stick Release
Delay 30 sec
20.0
Select and Enter number. Press SET Previous Next Save
Weaving Condition File
Quick Open Function
HotE022/3/1
Program Edit in Running
=30%,A=1,T=0
Select PF menu Escape Apply OK
Welding condition
Spot Welding Function
143938*Servo-gun Welding Data*A0 S4 Welding condition
Use Number/UpDownand press SET
End wait time =0.00
Welding sequence
Menu Tree
Menu List
Chap Menu Tree
Move, I/O
Grammar Input input direction , variable ,timeout time
Endif
Flow control
Jumpcall
10.4 ETC
REM Commemt
=voltage output valueVP=voltage ratio ,T=time ,ANTSTK
10.5 ARC
=100
Substitutional Statement
11.1.2
11.1.1
11.1.3
11.1.4
DI1 signal output
Signal input/output Jump, call, stop
Execution setting
M44 GI3 group signal output On-line shift M53
Line
Basic elements
Character
Address
H0 ∼&HFFFF
Constant
∼&HFFFFFFFF
∼7 bit Bit Base R2180
Robot type information
S180 Flip Front
Down Rear Auto
Global variable
Variable
Local variable
System variable
Input/output variable
RN1~16
Bit 1 start limit switchactive high
RN1~RN16
$CONVREG
Formula
Operator
Not Or XOR
Substitution
Command line
V2$= Emergency Stop
Until
Robot Control Move Command
∼3 0 is most accurate Tool
Smove Command
Print #0, Signal Value =
Print Command
11.2.3 I/O 11.2.3.1 I/O Substitution
Input #0 Teach Pendant
Input Command
#1 Serial port COM1 #2 Serial port COM2 Parameter
Arithmetic Variable, String variable
Gosub ∼ Return Command
Program Flow Control Goto Command
11.2.4.5 on ∼GOTO Command
Call Command
Delay Command
END Command
Stop Command
Wait Command
Stop If DI9=1 then
11.2.4.11 FOR∼NEXT Commands
11.2.4.10 IF∼ELSEIF∼ELSE∼ENDIF Command
Goto *RANGE
Print Range Error END
Endif Print
Comments
ARC Welding Arcon Command
REM Spot Welding #1
Arcon
Arccur Command
Arcof Command
Arcvol Command
Arcdv Command
Arcdc Command
Weavon Command
Weavof Command
Unsigned integer Number
Refp Command
Description Robot Interrupt I signal M29 Syntax
Print Command
Number of DI signal receiving interrupt
Others
Parame Volt, interrupt occurs ∼10.0 Upper volt Ter
Rinta Command
Sreq Command
Spotcnd Command
Sonl Command
TONL2 Command
TONL1 Command
Online coordinate conversion Slipping M53 Syntax
Number2,RF3=Basic Step number3 Start/End
Sxyz Command
Sreqt Command
SEA Command
Teach Point Welding Line Search Range
Application of Search Dimension search
Gunsea Command
Spot Command
Call program to put in a insert sheet M94 Syntax
Tierst Command
No,TP=Insert sheet Program
PAL Command
Palpu Command
Palrst Command
Palend Command
Palend P=1, ES=81
Callpr
Callpr Command
∼10
Selcrd Command
System Coordinate systems Number Example
Selcrd
ARC Welding
MIT Code
M101 1,JOB Finished
Timer
Orderror
Function Arithmetic Function
DEGRAD270
String Function
Spotcnd
T Function Code
T Function Code Example of corresponding HR Basic syntax
REM Spot Weld
Palend P=1,ES=81
Signal Connection
Plug-side 3M MDR 10140-3000VE HOOD10340-55F0-008
External Input Signal BD430/BD431
Use external power source
DI22/WI
CNIN2 Input Signal
Connect program selection signal as followings
General DI Signal DI1 ∼ DI18 signal connect as followings
※ Turn it on always
Connect Discrete/Binary input signal as followings
Output Circuit
External Output Signal BD430, BD431
Use external power source for power source
Connection Diagram BD431 Board Common + or voltage
BD430 Board Common voltage only
Set noise absorbing diode to a load
CNOUT2 Output signal
CNOUT2
GUN Signal
Reset
Step SET Alarm Signal
It is output when emergency stop is pressed
Program ACK. Signal
Error Time
Control Parameter →
LOW Mode Signal
It is out the confirming signal that robot is running
Robot Running
Robot Home Signal
Robot Ready Signal
Control Parameter 4. Home Position Registration
Maker Type Specification
Specification of Connector
MDR
20-Pin
Maker Type Specification