Type QD75P/QD75D Positioning Module
Page
Safety Instructions
Wiring Instructions
Precautions for use Disposal Instructions
SH-080047-E
SH NA-080058-B Addition of function version B
Overall revisions based on the Japanese Manual Version
3, .2.5, .6.2, .7.1, .2 to
1999 Mitsubishi Electric Corporation
Introduction
Specifications and Functions To 3
Installation, Wiring and Maintenance of the Product
112
Memory Configuration and Data Process To 7
110
Sequence Program Used for Positioning Control To 6
Major Positioning Control
Control Details and Setting OPR Control To 8
105
114
111
113
High-Level Positioning Control To 10 10.1
12.4
12.2
12.3
12.5
Appendix
Troubleshooting 15- 1 to 15
Appendices Appendix- 1 to Appendix-108
Appendix 7.1 Connection example of QD75D
Manual Name Manual Number
GX Configurator-QP Operating Manual
Hardware
Generic term for PLC CPU on which QD75 can be mounted
Configurator-QP
Details of generic term/abbreviation
IBM PC/AT and compatible DOS/V compliant personal computer
Page
Memo
Product outline
System configuration Specifications and Functions
Memory Configuration and Data Process
Data Used for Positioning Control
Memo
Communicating signals between QD75 and each module
Product Outline
Availability of one, two, and four axis modules
Positioning control 1.1.1 Features of QD75
Features of the QD75 are shown below
Wide variety of positioning control functions
Easy maintenance
Quick startup Refer to Section
Setups, monitoring, and testing through GX Configurator-QP
Palletizer
Purpose and applications of positioning control
Compact machining center ATC magazine positioning
Index table High-accuracy indexing of angle
Lifter Storage of Braun tubes onto aging rack
Inner surface grinder
Creates control order and conditions as a sequence program
QD75 errors, etc., are detected
Mechanism of positioning control
Stores the created program
Speed control
Position control
Designated distance
Outline design of positioning system
Positioning system using QD75
Positioning operation by the QD75
Movement amount and speed in a system using worm gears
Pulse train output from the QD75
Pulse/s
Vs =
Mm/pulse
Pulse
Communicating signals between QD75 and each module
QD75 Drive unit
QD75 Peripheral device
QD75 Manual pulse generator
QD75 External signal External signal QD75 Communication
QD75 External signal
Device connection connector
Dog signal, upper/lower limit signal, zero
Flow of system operation 1.2.1 Flow of all processes
GX Configurator-QP QD75 Servo, etc
GX Developer
Using GX Configurator-QP, also debug the set data Chapter
For setting data Manual
GX Configurator-QP
Details Reference Chapter
Memo
Outline of starting
QD75
Outline of stopping
Reference
When Cd.6 Restart command is on
Outline for restarting
Md.26
Cause occurs during deceleration stop processing to
Restrictions with a system using a stepping motor
Function
System Configuration
General image of system
Module USB cable Extension System RS-232 cable
For details, refer to GX Configurator -QP Operating Manual
Specifications of recommended manual pulse generator
Component list
Usable base unit
Applicable modules and the number of installable modules
Applicable system
QD75 can be used in the following system
Method using the software
How to check the function version and Serial No
Method using the rated plate on the module side face
GX Developer display screen
Signal layout for external device connection connector
Combination of QD75 main functions and sub functions
PTP control
Performance specifications
Interpolation function None
Positioning system
Applicable wire size
Screw tightening torque
Sub functions
List of functions 1 QD75 control functions
Main functions
Common functions
Pattern
Main functions OPR control Control registered in QD75
OP shift function Functions that compensate control
Speed limit function Torque limit function
2 QD75 main functions
Condition start Start data
When the condition is established, the block start data is
With the set order
Wait start Start data
3 QD75 sub functions and common functions
To 65535 that can be set for each positioning data
Or positioning data
Positioning
Data No
Common functions Details Reference
Method using sequence program
Contact signals, such as Drive unit Ready or
13.5
Memo
Combination of QD75 main functions and sub functions
For deceleration stop Function
Stop command processing
Pre-reading start function Deceleration start flag Function
Acceleration/ deceleration time change function
Axis Code on
Signal direction QD75 PLC CPU Signal direction PLC CPU QD75
Use prohibited
X10 Axis Y10 X11
Details of input signals QD75 PLC CPU
Detail of output signals PLC CPU QD75
Input specifications
Output specifications
Signal layout for external device connection connector
List of input/output signal details
Skip request from an external source
External command function
2B7 Signals
Selection Common
Input/output interface internal circuit
Input Common to QD75P1 and QD75D1
Negative logic
Input signal ON/OFF status
About logic setting and internal circuit
Initial value
Output For QD75P1
Output For QD75D1
Wiring
Items to confirm when installation and wiring are completed
INSTALLATION, Wiring and Maintenance of the Product
QD75D4
Names of each part
QD75P4
Part names of the QD75 are shown below
Interface of each QD75 is as shown below
Handling precautions
Installation environment
Other precautions Main body
Cable
Installation Precautions for installation
Wiring
Precautions for wiring
QD75 side
Wiring example of shielded cable
Processing example of shielded cables
Cables should be the shortest possible
Assembling of connector A6CON1
Wrap the coated parts with a heat contractile tube
How to ground shielded cable using AD75CK
Inside control box QD75 20cm7.88inch To 30cm11.82inch AD75CK
Control panel
Wiring of the differential driver common terminal
Insert until hook Catches Module bottom
MELSEC-Q
Maintenance Precautions for maintenance
Disposal instructions
Memo
Data Used for Positioning Control
Positioning parameters
Types of data Parameters and data required for control
Parameters
OPR parameters
Data for user to control positioning system. Cd.1 to Cd.42
Operation, and stops/restarts the operation
Setting items for positioning parameters
Checking the positioning parameters
Pr.1 Pr.42
Checking the OPR parameters
Setting items for OPR parameters
Pr.43 Pr.57
Setting items for positioning data
Da.1
Items
Checking the positioning data
Da.1 Da.10
Memo
Setting items for block start data
Checking the block start data
Setting items for condition data
Checking the condition data
Monitoring the system
Types and roles of monitor data
Monitoring the positioning system operation history
Monitoring the position
Monitoring the axis operation state
Monitoring the speed
Monitoring the state
Memo
Types and roles of control data
Setting and resetting the setting data
Controlling the system data
Controlling operation per step
Controlling the operation
Controlling the operation
Controlling the speed
Making settings related to operation
Memo
Rotating body 360 degrees/rotation
Pr.1 Unit setting
List of parameters 5.2.1 Basic parameters
Table, conveyor
Pr.2 No. of pulses per rotation Ap
Pr.2 to Pr.4 Movement amount per pulse
Assuming that the unit mm is selected with
6000
6000 100
Pr.5 Pulse output mode
PULSE/SIGN mode
CW/CCW mode
Pr.5
Positive logic Negative logic For multiple of 1 setting
Phase/B phase mode
Pr.6 Rotation direction setting
For multiple of 4 setting
When
Pr.6
Speed limit value
Basic parameters
Pr.7 Bias speed at start
Pr.8
Pr.9 Acceleration time Pr.10 Deceleration time
Setting value Value set with peripheral device unit
Pr.8 Speed limit value
Pulse To 200000 pulse/s To 1000000 pulse/s Select type
Detailed parameters
Pr.11 Backlash compensation amount
Pr.12 Software stroke limit upper limit value
Pr.13 Software stroke limit lower limit value
300 176 326 476 Torque limit setting value
Pr.15 Software stroke limit valid/invalid setting
Pr.16 Command in-position width
Pr.14 Software stroke limit selection
Pr.17 Torque limit setting value
Pr.18 Code on signal output timing
Command Negative
Front-loading speed switching Speed switching mode Mode
Stop signal External
Input signal logic selection Near-point Positive Signal
For front-loading switching
Pr.19 Speed switching mode
For standard switching
When composite speed is designated
Pr.24 Manual pulse generator input selection
Specify whether you wish to enable or disable the update
Pr.21 Current feed value during speed control
Pr.150 Speed-position function selection
Memo
Pr.25 Acceleration time 1 to Pr.27
Pr.28 Deceleration time 1 to Pr.30
Pr.33 JOG operation deceleration time selection
Pr.31 JOG speed limit value
Pr.32 JOG operation acceleration time selection
Deceleration time Deceleration time 1. Deceleration time
Automatic trapezoid acceleration/deceleration
Pr.34 Acceleration/deceleration process selection
Pattern acceleration/deceleration
Pr.35 S-pattern ratio
Eration time
Pr.36 Sudden stop deceleration time
Acceleration starts following Deceleration starts following
Actual sudden stop Deceleration time
MELSEC-Q
Pr.40 Positioning complete signal output time
Positioning complete signal output time
With calculation
Pr.41 Allowable circular interpolation error width
Path with spiral interpolation Error
Start point address Center point address
To enable the external command signal, set the to
Pr.42 External command function selection
External command enable
Memo
OPR basic parameters
Pr.43 OPR method
Pr.46 OPR speed Pr.47 Creep speed
Positive direction address
Pr.44
Pr.1 Setting value
Pr.44 OPR direction
Degree To 359.99999 degree To 35999999 ⋅ 10-5degree Pulse
Pr.45 OP address
Pr.46 OPR speed
OPR speed Pr.47 Creep speed Pr.7 Bias speed at start
Pr.47 Creep speed
Set a speed equal to or faster than the bias speed at start
Pulse To 1000000 pulse/s
Pr.48 OPR retry
Memo
Pr.49 OPR dwell time
When stopper method 1 is set for
OPR detailed parameters
OPR dwell time value
Use the value set
Pr.51 OPR acceleration time selection
Pr.52 OPR deceleration time selection
Acceleration time
Pr.53 OP shift amount
Pr.56 Speed designation during OP shift
Pr.55 Deviation counter clear signal output time
Pr.54 OPR torque limit value
Pr.57 Dwell time during OPR retry
Before explaining the positioning data setting items
List of positioning data
599 600
Axis to be interpolated
Operation pattern
2-axis interpolation only
Da.2 Control system
Da.1 Operation pattern
Da.3 Acceleration time No
Da.5 Axis to be interpolated
Absolute ABS system, current value changing
Da.4 Deceleration time No
Da.6 Positioning address/movement amount
Da.2
Speed-position switching control
Position-speed switching control
When Pr.1 Unit Setting is pulse
Da.2 Setting value
When Pr.1 Unit Setting is inch
Memo
Da.7 Arc
Da.7 Arc address
End point address Address set with Da.6
When Pr.1 Unit Setting is mm
Da.8 Command speed
Repetition count
Setting value Setting item
Da.2
Value set with peripheral Value set with sequence Da.2
Da.9 Dwell time/JUMP designation positioning data No
Da.1
Memo
Block
List of block start data
Start block
Pages that follow explain the block start data setting items
Da.11 Da.14
7000 Axis
Settings Axis
Block Axis
7001 Axis
Continue
Device End
Shape
26000 27000 28000 29000 Shape Positioning data No
Da.12 Start data No
How to start the positioning data set Start data No
Da.11 Shape
Da.13 Special start instruction
Set the value as required for
Special start instruction Setting value Setting details
Da.14 Parameter
Special start instruction
List of condition data
Block
Pages that follow explain the condition data setting items
Da.15 Da.19
Data Used for Positioning Control Remark
Operator
Parameter Setting value Default
Condition target Identifier
03H Condition operator
Da.16 Condition operator
Da.15 Condition target
Da.17 Address
Set the parameters as required for
Da.18 Parameter
Da.19 Parameter
Condition operator
When in test mode
When not in test mode
List of monitor data 5.6.1 System monitor data
Monitoring is carried out with a decimal
Reading the monitor value Default value
Not in test mode Test mode
1200
Start Hour
Storage item Storage details
History Up to 16 records can be stored
Start Minute Second
0000
0000H
Storage buffer memory address common to axes 1 to
Judgment
Can be stored
Storage details Reading the monitor value
Starting history Up to
1292
Axis error Stores the time at which an
Error Encountered an error
Stores an axis error No
Occurrence Axis error was detected
1357
0000
Axis in which
Accesses to flash When the number of write
Error reset operation is
Encountered a warning
1422 1424 1425
Axis monitor data
800 900 1000 1100
Axis 1 Axis 2 Axis 3 Axis
Monitoring is carried out with a hexadecimal
0000 H
Stores 0 under the speed control
Command speed set by the current positioning data
Axis warning No When
Set by the positioning data used one step earlier
807 907 1007 1107 808 908 1008 1108 809 909 1009 1109
Default
810 910 1010 811 911 1011
Speed-position switching
812 912 1012 1112 0000H 813 913 1013 1113
0000H 816 916 1016
Monitoring is carried out with a hexadecimal
814 914 1014 1114
Address/movement amount
For a positioning operation Target value
At other times Stores
0000 H 817 917 1017
Default Storage buffer Memory address Value
818 918 1018 819 919 1019
Machine OPR completion is stored
Is stored Is stored when machine OPR starts
Torque limit setting value is stored
Movement amount after
300 826 926 1026
Flag
Speed limit flag
Speed change processing
Speed limit value due to a speed change or Pr.8
829 929 1029 1129
827 927 1027 1127
828 928 1028 1128
830 930 1030 1130
Executed last time
Positioning data No. being
Last executed positioning
Md.48 Deceleration start flag
835 935 1035 1135
832 932 1032 1132
0000 H 833 933 1033
837 937 1037 1137
Positioning data No to No
List of control data 5.7.1 System control data
Buffer memory to the flash ROM
Block start data No to
Setting value K
Setting Value
Code OFF request M code on signal turns OFF
Setting item Setting details Set the positioning start No
Restart command Stopped, set 1
Axis control data
Setting K value
Setting
2147483648
Item to specify a new feed value
Inch Degree
+2147483647
1506 1507 1606 1607 1706 1707 1806 1807
10 n
1505 1605 1705 1805
Conversion into an integer value
Setting range unit To 8388608 ms
Setting item Setting details
New acceleration time value Setting range unit
Speed change Enable/disable selection
1510 1610 1710 1810 1511 1611 1711 1811 Set with a decimal
Set with a decimal 1508 1608 1708 1808 1509 1609 1709 1809
1512 1612 1712
Setting range
Inch Degree Pulse
1515 1615 1715 1815
100 1513 1613 1713
1514 1614 1714 1814
1516 1616 1716
⋅ 10-1µm ⋅ 10-5inch
1519 1619 1719 1819
1517 1617 1717
1518 1618 1718 1818
1520 1620 1720
Specify a new torque limit stored value
Torque limit setting value
Set a value within the allowable range
1524 1624 1724
1521 1621 1721 1821
1522 1622 1722 1822 1523 1623 1723 1823
1525 1625 1725
For that, use this data item to specify a new speed
Speed-position switching control INC mode
2147483647
Inch Degree Pulse Pr.1 ⋅ 10-1µm
1528 1628 1728 1828
1526 1626 1726 1826
1527 1627 1727 1827
1530 1630 1730 1830
New address
Position-speed switching
Target position change value
New speed
1535 1635 1735 1835
1532 1632 1732
1534 1634 1734 1834
1536 1636 1736 1836
Stepping should be performed
1542 1642 1742 1842 1543 1643 1743 1843 Set with a decimal
1540 1640 1740 1840 Set with a decimal
1541 1641 1741 1841
1544 1644 1744 1844
When degree is selected as the unit
Cd.39 Teaching positioning data No
1548 1648 1748 1848
1546 1646 1746
1547 1647 1747 1847
1549 1649 1749 1849
Memo
Sequence Program Used for Positioning Control
Restrictions to speed change execution interval
Precautions for creating program
Reading/writing the data
Process during overrun
Communication with QD75
System configuration
Control unit
Program, the unit of 0 mm is set for the basic parameter
X0C
List of devices used
Reverse run JOG/inching command
Code OFF command Commanding M code OFF
Forward run JOG/inching command
Command Time change X35
Requesting acceleration/deceleration
Enable command Operation enable
M10 Manual pulse generator operation
Storage
Data resisters and timers
Deceleration time setting Low-order 16 bits
Acceleration time setting Low-order 16 bits
Acceleration time setting Value High-order 16 bits
Enable
Command speed
Pulse output mode
Pulse output mode Rotation direction setting
Rotation Unit magnification
General configuration of program
Creating a program
Positioning control operation program
Refer to Section
From previous
Positioning program examples
MELSEC-Q
Setting of special start instruction to normal start
Position-speed switching operation positioning data No
No M code OFF program Not required when M code is not used
No Manual pulse generator operation program
No Torque change program
ABS data setting and ABRST1 instruction execution
No Flash ROM write program
Time chart for OPR OFF request
External command function valid setting program
Data requiring setting
This program forcibly turns OFF the OPR request flag
Procedures for setting the starting details
Start details setting program
Positioning start point No
To validate position-speed switching signal, this
Position-speed switching control speed change
Used to set a new value when speed is changed
Cd.25
Start program
Buffer memory 1500
Starting conditions
Starting by inputting positioning start signal
Operation when starting
X10 OFF
Starting time chart
9001
Time chart for starting fast OPR
X8 OFF 9002
Time chart for starting major positioning control
Time chart for starting position-speed switching control
Machine OPR operation timing and process time
Position control operation timing and process time
Follows
Set to 1 Validate external command 1505 1605 1705
Starting by inputting external command signal
Setting details Buffer memory address Value Axis
Restrictions
Restrictions
Continuous operation interrupt program
Operation during continuous operation interruption
Cd.18
Control data requiring settings
Set the following data to interrupt continuous operation
Restart operation
Stop with stop command
Restart program
Cd.3
Starting conditions
Control data requiring setting
Axis operation status is 1 Stopped Signal state
Set the following data to execute restart
Time chart for restarting
14 Time chart for restarting
Stop program
Stop process
Pr.30 Pr.10 Pr.28 Pr.29
Types of stop processes
Pr.36
Order of priority for stop process
Sudden Stop cause Sudden stop deceleration process
Memory Configuration and Data Process
QD75 is configured of the following two memories
Area configuration Memory
Details of areas
Data is backed up User accesses Here
QD75
Buffer memory area configuration
PLC Ready signal Y0 OFF on
From command To command
Power supply ON/memo area PLC CPU reset
Data transmission process
Pr.8 Pr.10 Pr.25 Pr.42
Transmitting data with to command from PLC CPU
Accessing with from command from PLC CPU
Pr.1 Pr.7 Pr.11 Pr.24 Pr.43 Pr.57 Pr.150
Flash ROM request Write
Memo area Flash ROM write Flash ROM request Write
Flash ROM request writing
Flash ROM write
Cd.1
QD75 read, monitor
Reading data from buffer memory to peripheral device
Writing data from peripheral device to buffer memory
Following methods can be used to set the positioning data
Ex. Setting the positioning data
Completion
11- 1 to 11
12- 1 to 12
Memo
OPR Control
Outline of OPR control 8.1.1 Two types of OPR control
OPR from peripheral devices
When an OPR is not required
OPR sub functions
Restricted, Combination not possible
OP address is a fixed value set by the user
Machine OPR Outline of the machine OPR operation Important
Machine OPR operation
Pr.45
Machine OPR method
Machine OPR is started
Operation chart
OPR method 1 Near-point dog method
Pr.51
Precautions during operation
Pr.48
Pr.49
OPR method 2 Stopper method
Pr.44 Pr.46
Pr.55
Always limit the servomotor torque after
OPR speed, thus causing an error
Set a value
Md.31 Status b4
OPR method 3 Stopper method
Pr OPR speed Pr Creep speed Stops at stopper Zero signal
Torque limit Near-point dog OFF Machine OPR start
OPR speed Pr Creep speed
Zero signal Near-point dog OFF Machine OPR start
Status b3 OPR complete flag
Md.31 Status b4 Deviation counter clear output
OPR direction. Torque
OPR method 4 Stopper method
Machine moves at
Pr.47 Pr.44
Standing by OP address
OPR method 5 Count method1
OPR direction. It then moves at
Pr.50
OPR speed to
Pr.46
Pr.44 OPR direction. It then moves at Pr.46 OPR speed when
OPR method 6 Count method
Machine OPR is started
Direction designated
Setting for the movement amount after near- point dog on
Fast OPR Outline of the fast OPR operation
Fast OPR operation
Operation timing and processing time of fast OPR
Operating restrictions
Memo
Major Positioning Control
Control unit degree handling
Outline of major positioning controls
Reverse run
Speed-position switching control Speed/position
Nonexecutable control system. When this instruction is
Reverse run Position control Position/speed
Major positioning control sub functions
Data required for major positioning control
Major positioning control from peripheral devices
Operation patterns of major positioning controls
Independent positioning control Positioning complete
XC, XD, XE, XF
Continuous positioning control
Start complete signal X10, X11, X12, X13 OFF
X14, X15, X16 Dwell time Time
Continuous path control
Pr.19
Deceleration stop conditions during continuous path control
Forward run command Reverse run command
Interpola Tion axis
Speed handling
Speed 3000 2000 1000
Speed switching Refer to Pr.19 Speed switching mode
X14, X15, X16, X17 OFF
Start complete signal X10, X11, X12, X13 OFF Busy signal
X14, X15, X16
MELSEC-Q
Absolute system
Designating the positioning address
Incremental system
Md.21 Machine feed value
Confirming the current value
Values showing the current value
Value is changed to a new value
Buffer memory addresses
Monitoring the current value
Da.6
Axis Md.20 Current feed value
Setting to invalidate software stroke limit
Software stroke limit valid/invalid setting
Setting to validate software stroke limit
Control unit degree handling
Cd.40
Using
Moved from 315 to Moved from 45 to
When the software stroke limit is valid
Incremental system
Axis linear interpolation control, 4-axis fixed-feed
Interpolation control
Meaning of interpolation control
Control, 4-axis speed control Axis
Axis to be Interpolated
Setting the positioning data during interpolation control
Deceleration time No Data
Positioning address Forward run speed 2, 3, Movement amount
Speed during interpolation control
Starting the interpolation control
Interpolation control continuous positioning
Pr.20
Speed limit
Limits to interpolation control
Axis operation status during interpolation control
Interpolation will be stored
Position control Speed control
Interpolation Axis, 4-axis Switching
Positioning data setting items
Speed Position
Da.9 Dwell time
Arc address Command speed
Jump instruction
No. at Jump
Axis linear control ABS linear
Positioning data setting example
2 1-axis linear control
1-axis linear control
Axis linear control INC linear
2-axis linear interpolation control
3 2-axis linear interpolation control
Axis linear interpolation control ABS linear
Positioning address/movement amount
Data will not be executed Da.2 Control system
Axis Setting item Reference Axis setting Example
Signal Da.10 Code
Set absolute system 2-axis linear interpolation control
Axis linear interpolation control INC linear
Start point address Axis Current stop position
Da.6 movement amount
Da.8 Command speed
Set this when other sub operation commands are issued
Positioning address
3-axis linear interpolation control
4 3-axis linear interpolation control
Forward direction Axis
Positioning data will not be executed
Setting not required setting value will be
Output of the positioning complete signal
At deceleration
Major Positioning Control Points
Stop address after the positioning control Axis 5000
Movement amount Reverse direction
Start point address X1, Y1, Z1
6000
Set incremental system 3-axis linear
Deceleration time Pr.10 Da.4
Major Positioning Control Points
5 4-axis linear interpolation control
Pr.1 Unit setting
Axis Arc address Command speed
Code Setting details
Operation pattern Positioning
Axis linear interpolation control INC linear
Setting not required setting value will be ignored
500ms Da.10
6 1-axis fixed-feed control
1-axis fixed-feed control
Set 1-axis fixed-feed control Da.3 Acceleration time
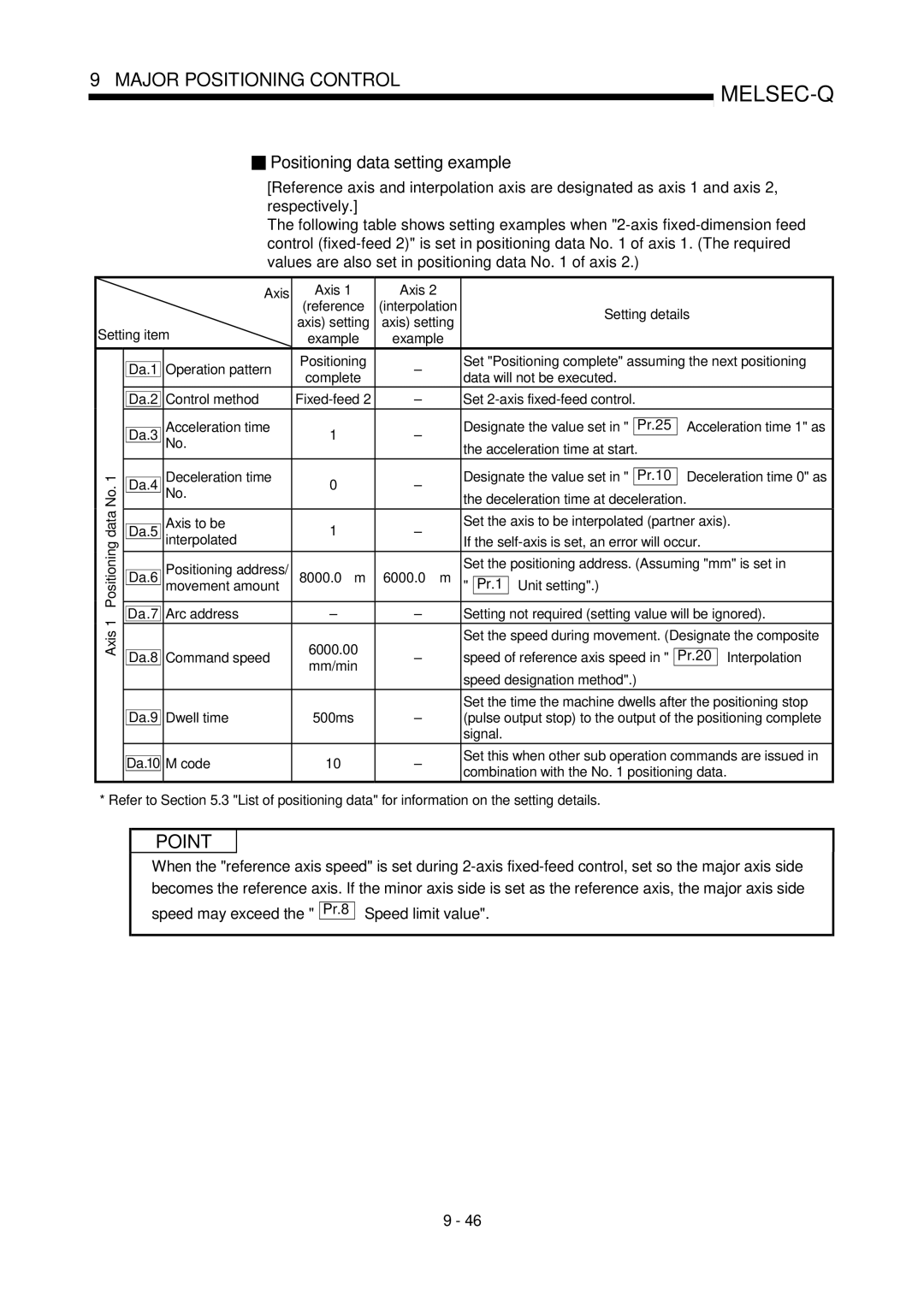
7 2-axis fixed-feed control interpolation
2-axis fixed-feed control
Pr.20 Interpolation Mm/min Speed designation method
Speed may exceed
Set 2-axis fixed-feed control
Set the time the machine dwells after the positioning stop
8 3-axis fixed-feed control interpolation
3-axis fixed-feed control
Designated movement amount
Restrictions
Set 3-axis fixed-feed control
5000.0 6000.0
9 4-axis fixed-feed control interpolation
4-axis fixed-feed control
Axis side speed may exceed
Movement amount Axis Da.7 Arc address Da.8 Command speed
Interpolated Da.6
2-axis circular interpolation control
Unit setting When the units set
Set the speed when moving to the end point address
If the self-axis is set, an error will occur
3000.0 ∝ Pr.1 Setting is set to mm
Sub point designation
Movement amount
Restrictions
Pr.25 Acceleration time 1 as Acceleration time at start
Pr.1 Unit Setting is set to mm
With sub point designation
Speed Pr.20 Interpolation speed designation
Clockwise
Can be controlled
Counterclockwise
Positioning address/movement Refer to
Circular interpolation error compensation
Pr.41
Radius Reverse direction
Arc address
Forward direction
Arc address Reverse direction
Restrictions
Center point designation. Select clockwise or
Positioning data setting examples
Axis Arc address Command speed Da.9 Dwell time Da.10 M code
Counterclockwise according to the control
Movement amount =
Restrictions
INC circular
Unit setting is set to mm
With center point designation. Select clockwise or
8000.0 ∝
12 1-axis speed control
Set Positioning complete
Current feed value during 1-axis speed control
Pr.18
Timing setting only possible in the with mode
Axis 1 Positioning data No Setting item
Da.10 Code Code on signal output
Control Da.2 Control system
13 2-axis speed control
Md.31 Status b0
Setting item Pr.8 Speed limit value
Command speed Examples
Current feed value during 2-axis speed control
Mm/min Setting not required setting value will be ignored
Axis Da.8 Command speed Da.9 Dwell time
Set 2-axis speed control
14 3-axis speed control
11 3-axis speed control operation timing
Current feed value during 3-axis speed control
Restrictions Set Positioning complete
Speed limit
Axis 1 setting Axis 2 setting Axis 3 setting
4000.00mm/min 5000.00mm/min 6000.00mm/min Value Command
8000.00mm/min 6000.00mm/min 4000.00mm/min Speed
Set the speed to be commanded
Da.8 Command speed Da.9 Dwell time Da.10 M code Axis
Setting other than Positioning complete is
Output timing setting only possible
15 4-axis speed control
4-axis speed control
12 4-axis speed control operation timing
Current feed value during 4-axis speed control
Value Min Command 8000.00mm 6000.00mm 4000.00mm 1500.00mm
Axis Setting item
Setting Speed limit 4000.00mm 5000.00mm 6000.00mm 8000.00mm
Speed Min
Code on signal output timing
Setting other than Positioning
Set this when other sub
Setting only possible
Speed-position switching control INC mode
Speed-position switching control INC mode
Switching over from speed control to position control
Setting item Setting details Buffer memory address Value
Md Status b0
MELSEC-Q
Follows parameters
Following table shows
Switching time from speed control to position control
Md.20 Current feed value Speed control setting
Current feed value
Changing the position control movement amount
Speed-position switching signal setting
Cd.23
Status b1 of the axis monitor area
Pr.21 value
Speed/position
Position switching control INC mode
Set speed-position switching control by forward run
Acceleration time No Pr.25
Speed-position switching control ABS mode
Unit setting
Cd Speed-position Switching enable flag Speed control flag
X14,X15,X16,X17
Unit setting of 2 degree
Pulse
Pr.21 Md.20
Speed control setting is other than
Current feed value
Speed-position switching signal setting
Speed-position switching signal Added
Position switching control ABS mode
Axis Movement amount Arc address
Switching over from position control to speed control
18 Position-speed switching control operation timing
Signal turns on
Position control carried out until position-speed switching
External position-speed switching signal
Current feed value during speed
Current feed value during position-speed switching control
Switching time from position control to speed control
Status b5 turns on
Changing the speed control command speed
Position-speed switching signal setting
V2 becomes the speed control command speed
Status b5 of the axis monitor area
Speed limit value if a new speed exceeds
Setting value will be ignored
Set position-speed switching control
Unit setting is
Da.1 Positioning
Current feed value is changed to the value set
Changing to a new current value using the positioning data
Current value changing
Md.21
Arc address Setting not required Setting value is Ignored
Axis to be Setting not required Setting value is
Setting is set to mm
Command Setting not required Setting value is Speed Ignored
Current value changing, setting 9003
Current value changing procedure
Cd.9
Setting method for the current value changing function
Following shows a start time chart
PLC CPU
NOP instruction
Operation
Jump instruction
Acceleration time No
Set the Jump instruction
Code Unconditional Jump Condition data No
Simultaneous start condition data cannot be set
Loop to Lend loop is repeated by set repeat cycles
Loop
Set the Loop
Ignore the Lend before the Loop is executed
Lend
Set the Lend
10.3.4
10.3.2
10.3.3
10.3.5
High-level positioning control sub functions
Outline of high-level positioning control
High-level positioning control from peripheral devices
Special start Da.12 Da.13
Data required for high-level positioning control
Start data set in the next point
Designate
Block start data and condition data configuration
7001 7004
High-level positioning control execution procedure
Positioning start No. in Step
No.
Condition Next start Da.11 End
Da.12 Start data No Da.13
Da.14 Parameter
Positioning data setting example
Setting examples Block start data setting example
Block start normal start
Control examples
Block start control example
Condition start
Parameter is carried out for the positioning data set
Wait start
Axis 1 block Da.11 Da.12 Da.14
Da.13 Axis 1 block Da.11 Da.12 Da.14
Simultaneous start
A simultaneous start, the positioning data set
3rd point End
Parameter of the block start data in which For loop is set
Repeated start for loop
Condition data Nos. have been set Da.14
Repeated start for condition
7th point
Restrictions when using the Next start
6th point
8th point
Wait
Condition data is set in the following cases
Control type High-level positioning control
Repeated start
04H Buffer memory
Memory P1 numeric value Set only when Da.16 Address
03H Buffer memory 01H =P1 Word 02H
Words 05H P1≤
QD75 buffer memory Address 30000 30099
Following shows setting examples for condition data
Condition data setting examples
Setting the device ON/OFF as a condition
Condition Device X0 =QD75 Ready is OFF
Multiple axes simultaneous start control
Multiple axes simultaneous start control procedure
Control details
Setting examples
Points
7000 1500
Input/output signal Y10
QD75 Buffer memory Drive unit
1501
Control data that require setting
Start conditions
Positioning data setting example
Start time chart
Start time chart
M104 Y10 X10
Creating the program
Example Set the block start data beforehand
To H0 K1500 K7000
Manual Control
11.2.5
JOG operation
Inching operation
Carrying out manual control from peripheral devices
Manual pulse generator operation
Manual control sub functions
Monitoring manual control
JOG operation Outline of JOG operation Important
JOG operation
Cd.17
Errors during operation
Cd.16
JOG operation timing and processing time
JOG operation timing and processing times
JOG operation execution procedure
JOG operation is carried out by the following procedure
Setting the required parameters for JOG operation
Acceleration time 3 Unit pulse
Acceleration time 1 Unit pulse 1000
Acceleration time 2 Unit pulse
Deceleration time 1 Unit pulse
Creating start programs for JOG operation
Required control data setting
JOG speed is set to 100.00mm/min in the example shown
JOG operation start time chart
Creating the program
When the stop signal is turned on during JOG operation
JOG operation example
Busy signalXC, XD, XE, XF OFF
Y9, YB, YD, YF
Forward run JOG start signal OFF Y8, YA, YC, YE
Signal Y8, YA, YC, YE
Forward run JOG operation execution Test mode
Forward run JOG operation Forward run JOG start
Forward run JOG operation Forward run JOG start signal
Y4, Y5, Y6, Y7 100ms Rise of JOG start signal is ignored
Inching operation Outline of inching operation Important
Inching operation
Limit signal
Inching operation timing and processing times
Depending on
Inching operation execution procedure
Inching operation is carried out by the following procedure
Pr.1 Pr.2
Setting the required parameters for inching operation
Setting item Setting requirement Factory-set initial value
Pulse output to the drive
Creating a program to enable/disable the inching operation
Inching
14 Inching operation start time chart
Creating the program
When stop signal is turned on during inching operation
Inching operation example
16 Operation when JOG start signal is turned on in test mode
Create the sequence program so that
X10, X11, X12 Manual pulse generator operation enabled
Manual pulse generator operation
Cd.21
Restricted items
Operation possible Operation not possible Upper/lower
Manual pulse generator operation timing and processing time
64 to 28.4 to 57.6
Speed control by manual pulse generation operation
Position control by manual pulse generator operation
For example, when
Manual pulse generator operation execution procedure
Input signal logic selection
Torque limit setting value Unit % 300
Manual pulse generator input selection
Manual pulse Set the manual pulse generator 1 pulse input
Generator operation when finished with
Cd.20 Generator 1 pulse Magnification
Forward run Reverse run Pulse input Phase PLC Ready signal
Start complete signal X10 OFF Busy signal
No.13 Manual pulse generator operation program
Memo
12.2.2
12.1.1
12.2.1
12.3.1
Following table shows the types of sub functions available
Outline of sub functions
It cannot be invalidated with parameters
Trigger for the sub work
Timing known
Movement starts
Sub functions specifically for machine OPR
OPR retry function
Direction opposite to the Pr.44 OPR direction
OPR direction, a
OPR direction is set to 0 Positive
Setting the dwell time during an OPR retry
Pr OPR direction Stop by limit Machine OPR
Setting item Setting details Factory-set Value
Precaution during control
Setting the OPR retry function
Dwell time during OPR retry
OP shift function
OP shift operation
Movement speed during OP shift
Setting range for the OP shift amount
OPR speed or
Setting the OP shift function
Precautions during control
Status b4
Functions for compensating the control
Backlash compensation function
Backlash compensation, which includes the movement amount
Setting the backlash compensation function
Current feed value or
255
Electronic gear function
Pr.2
Procedure
Error compensation method
Definition
Set the post-compensation
No. of pulses per rotation Ap
Relation between the movement amount per pulse and speed
Actual speed
Remark
Da Positioning address Path of positioning data No.3
Near pass function
Positioning data No Positioning data No
Axis 1 output speed
Axis 2 output speed
Allowable circular interpolation error width
Example Near pass
Functions to limit the control
Speed limit function
200000
Setting the speed limit function
If any axis exceeds
JOG speed JOG speed limit
Torque limit function
New torque value is set to
Torque limit setting value, confirm That
When limiting the torque at
Pr.17
Setting the torque limit function
Torque limit stored value
Workpiece moveable range
Software stroke limit function
Pr.13
Software stroke limit lower limit
Pr.14
When machine feed value is set
Current feed value and range limit check
Md Current feed value Md Machine feed value
Software stroke limit check details
Pr.12
Precautions during software stroke limit check
Software stroke limit upper Limit value
No.10 P11 No.11 No.12 No.13 No.14 P01
For manual operation, set 0 software stroke limit invalid
Setting the software stroke limit function
Invalidating the software stroke limit
Software stroke
Current value address
Setting when the control unit is degree
Setting the software stroke limit
315º
Hardware stroke limit function
19 Hardware stroke limit function operation
Input signal logic selection is set to the initial value
Wiring the hardware stroke limit
When the hardware stroke limit function is not used
Input signal logic selection is the initial value
Following drawing shows the operation during a speed change
Functions to change the control details
Speed change function
Speed changes to Operation during
Cd.14
Function version Restarting speed Da.8 Command speed
Or later
New speed value is equal to or larger than
Status b10, and enable
Speed limit value when the value set
Positioning operation Speed change 0 flag
Cd.14 New speed value 2000 Set the new speed
Setting the speed change function from the PLC CPU
Following shows the speed change time chart
Speed change Cd.15 Set 1 Change the speed
No.14 Speed change program
Valid
Cd.8 Set 1 Validate the external command
Pr.42 Set 1 External speed change request
Cd.14 New speed value
K1514 D108
Input the external command signal
Write 1000000 to D108 and D109
K62
Cd.13
Override function
Feedrate becomes a value of 1 or less. When
Md.22
Setting the override function
Positioning Cd.13 Operation speed
MELSEC-Q
Pr.9 Pr.10 Pr.25 Pr.30
For an acceleration/deceleration time change enable setting
Acceleration/deceleration time change function
Cd.10 Cd.11
When 0 is set in Cd.10 New acceleration time value
Cd.10 Set the new acceleration time Time value
Setting the acceleration/deceleration time change function
New acceleration
New deceleration
Example
No.16 Acceleration/deceleration time change program
Torque change function
31 Torque change operation
Setting the torque change function start signal
If a value besides 0 is set
Servomotor with absolute position detector PLC system
Absolute position restoration function
QD75 Operation Panel Module
Outline of absolute position detection data communication
QD75 Command
Battery Servomotor Pulse/rev cumulative rotation
PLC system Pulse train Servo amplifier
Dedicated
Absolute position signal transmission procedure
Instruction
This is turned on when ABS data is requested in the ABS
Signal name Abbreviation Pin No Function and application
ABS transmission mode terminal. While this is turned on
Transmission mode
Condition 2. Positioning address
Controlling instructions
Condition 1. Number of output pulses
Unit ∝ m
26843545.6 26843545.5 Unusable range Absolute position
Concept for the unit of mm, inch or pulse
Example
Detection system
Usable range in absolute
Concept for the unit of degree
Relation between the step function and various controls
Other functions
Step function
Step operation not possible
Data No. unit step
Step mode
Deceleration unit step
Step start information
Write 1 restart to
Using the step operation
Set the step mode before starting the positioning data
Turn OFF the step valid flag, and quit the step function
XC, XD, XE, XF Positioning complete signal
Cd Step valid flag Positioning start signal
Y10, Y11, Y12, Y13 Busy signal
Positioning start signal RYn+10, RYn+11
Unit step
Step function settings
Set 0 Deceleration unit step or 1 Data No Cd.34 Step mode
Cd.35 Step valid flag Set 1 Carry out step operation
Skip function
Y10, Y11, Y12, Y13 BUSYsignal
Following drawing shows the skip function operation
Setting the skip function from the PLC CPU
Pr.42 Set 3 Skip request
Setting the skip function using an external command signal
Cd.8 Set 1 Validate external command
K62 K3
Code output function
Code on signal output timing
With mode
Md.25
After mode
Code OFF request
Point
M code No Code set
Setting the M code output function
Reading M codes
Pr.18
Control details Teaching timing
Teaching function
Addresses for which teaching is possible
Selection Written to Arc address
Data used in teaching
Following control data is used in teaching
Designates the data to be taught Teaching
Teaching procedure
YES
MELSEC-Q
Motion path
Program example
Setting conditions
Teaching program example
Example Target position
Point
Target position change function
When the direction of the operation is changed
Details of control
Precautions during operation
Following shows the time chart for target position change
Set 1 Carry out speed change
No.22 Target position change program
Command in-position function
Pr.16
Command in-position width and command in-position flag
Execution of the command in-position
Width check
Command Turn on the command in-position flag, and set Pr.16
Setting the command in-position function
Confirming the command in-position flag
Remaining distance to the stop position of the position
Acceleration/deceleration processing function
Pattern acceleration/deceleration processing method
Velocity
Pattern acceleration/deceleration processing
Set the acceleration/deceleration curve when 1 is set
Speed change request Speed change deceleration
Pre-reading start function
Controls
49 System example using pre-reading start function
Cutter Cutter shaft Feed shaft Stock
Feed shaft Start
Program examples
MELSEC-Q
Deceleration start flag function
Start made with positioning data No. specified
Data Shape
Block start Da.11 Da.12
Start data No
Precautions during control
Monitor item Storage details
Deceleration start flag function setting method
Checking of deceleration start flag
Set whether the deceleration start flag function
Deceleration curve continuation
Stop command processing for deceleration stop function
Deceleration curve re-processing
Control
Precautions for control
Setting method
Common Functions
Outline of common functions
Parameter initialization function
Parameter initialization means
Parameter Cd.2 Set 1 parameter initialization request 1901
Parameter initialization method
Parameter
Initialization request
Execution data backup written to flash ROM means
Execution data backup function
Md.19
Execution data backup method
Flash
Precautions on parameter setting
External I/O signal logic switching function
Parameter setting details
Shown in the following table
External I/O signal monitor function
14.5
14.3
14.4
14.6
List of dedicated instructions
Interlock during dedicated instruction is executed
Setting data
Control data
Functions
Processing processing
Output
Points
Abrst instruction Execution completion
Errors
Precautions
Program examples
Dedicated Instructions PSTRT1, PSTRT2, PSTRT3, PSTRT4
7000 to User
Machine OPR 9001
Fast OPR 9002 Current value changing 9003
9000 to
Pstrt instruction Execution completion
Sequence program
Complete state display OFF
Program examples
Dedicated Instructions TEACH1, TEACH2, TEACH3, TEACH4
Current feed value is written to positioning address
Teaching data Current feed value is written is set
Positioning data No. for which teaching is carried out User
Teach instruction Execution completion
Program example
Pfwrt
Device Setting data Setting side
Other than
Sequence program Processing
Instruction symbol
Pfwrt instruction Execution completion
Precautions
Program example
Other than 0 Abnormal completion error code
Device Setting data Setting range Setting side
Instruction symbol Execution condition
Pinit
Positioning data No to No Block start data No to
Initialized setting data Parameters
Pinit instruction Execution completion
Program example
15.3
15.4
Error and warning details Errors
Types of errors
Axis error No
Error storage
Types of warnings
Invalid operations
Resetting errors and warnings
Confirming the error and warning definitions
Status for axis status storage
Memo
List of errors
Signals/external inputs to QD75 are turned on or
After making an axis error reset refer to 3 in Section
Check whether the stop commands output
OFF. Turn OFF the on commands
OP detection timing Detailed parameter 2 Sudden stop
Near-point dog signal is turned
Dwell time fault
OPR speed by the stopper method Count method 1
Review the wiring. Refer to Section
Lower the OPR speed Increase the dog signal input time
Adjust the near-point dog position so that
Bring the JOG speed into the setting range
To 600, 7000 to 7004, and 9001 to 9004
Position switching control
When multiple axes are started
Current speed is set for speed
B0H, C0H, D0H, E0H
Refer to .5 Da.16
60H, 70H, 80H, 90H, A0H
Axis 1 start data No 1640 1740 1840
Operation status at error occurrence
Where the control unit is set to
At start The system will not operate
2147483648 to When software stroke limits are Invalid
Setting with sequence program
When software stroke limits are Valid
Correct the circular interpolation error allowable limit
Control unit is set to degree Control system sets an
Control falls outside
Value range
Operation pattern sets a new Not possible
1506 1606 1706 1806
Stroke limit using the manual control
Position switching control, and position-speed
At start Bring the current feed value into the software
Unit group Units are different at the parameter
Axis linear interpolation control Error
Interpolation axis Operation of the interpolation axis
Sudden stop selection Axis not present Stop group
Correct the positioning data or change the parameter
To 2000000000 mm/min or others Refer to .3 Da.8
Designated Start point = sub point
Sub point setting End point = sub point Error
Prohibited area Either of the following applies
Are in line with each other
Correct the control system or parameter. Refer to .1.6
Axis Same as error codes 515 to
Correct the positioning address. Refer to .2.16, 9.2.17
X7 is turned on
536 When an M code on signal X4 to Start
Positioning start is carried out 537
Correct the instruction code of the special start data
After turning OFF the M code on signal, start
Signal. Then start the system
Refer to .4 Da.13
Setting deceleration 9001 to Stop/sudden stop
Direction in unit Set outside the setting range
Hold error Output at error stop, the setting for
Error Executed with the teaching data Stop selection
Set 0 when the software stroke limits are valid
Set the ABS setting direction in the unit of degree
Within the setting range
Output at error stop
Error Setting range Rotation direction
Outside unit setting
Range Outside the setting range Outside unit
Outside the setting range Range
Bring the setting into the setting range
PLC Ready signal Y0 from OFF to on
Set the value converted into the pulse number using
Set the bias speed to not more than the speed limit
Mode error
Error Error name Operation status at error
Setting value Setting range Code on timing
Speed changeover
Turn the PLC Ready signal Y0 from OFF to on
Mm inch pulse Bring the setting into the setting range
Speed-position switching control ABS mode should
Degree 0 to Value is smaller than the upper limit value
Detailed parameter Setting error
Circular interpolation Error width
Bring the setting into the speed limit value or below
196 346 496 PLC Ready signal Y0 from OFF to on 197 347 497
Axis 1 Axis 2 Axis 3 Axis 194 344 494 195 345 495
OPR speed error Setting range Set range of the OPR basic
OPR direction error
Setting range OP address setting Set range of the OPR basic
Creep speed error
225 375 525
Axis 1 Axis 2 Axis 3 Axis 221 371 521
Set the speed to the bias speed at start or higher
226 376 526
List of warnings
Set a value within the setting range
Do not issue the restart command when the axis
Carry out the teaching request when the axis is not
Deceleration with the JOG start signal OFF
Termination setting
When input magnification is set at
Limit value when the speed is
Command function
Do not turn on the speed-position switching signal
Magnification to within the setting range
With a stop command, during stoppage, or during
Give a request at the position where there is an
Outside command Command speed exceeds
Classification Warning
During deceleration stop. An operating pattern
Set the teaching data selection set value to within
Following cases
Continuous path control is used
LED display functions
Appendix 4.3 Connection example of QD75D MR-C
Appendix 4.1 Connection example of QD75D MR-H
Appendix 4.2 Connection example of QD75D MR-J2/J2S- a
Appendix 8.1 Connection example of QD75D ∑ series
Additional buffer memory
Function comparison
Additional devices
Memo
MELSEC-Q
MELSEC-Q
Appendix 2.2 Parameter setting value entry table
Initial value Axis Remarks
20000 1000 2147483647 2147483648 300
Input selection Phase/B phase multiple PULSE/SIGN mode
Setting Upper limit External B7, b9 Unused Each bit value
Generator input Positive Command Deviation Unused Logic
Interpolation error width
Initial value Axis Remarks 1000 20000 300
Deviation counter clear signal To 65535ms
Creep speed Do not retry OPR with upper/lower limit switch
Setting for the movement amount
OPR direction
Initial value Axis Remarks 300
Dwell Code Pattern System Tion time Interpola Address
Control Accelera
Arc
Time Ted Movement Amount
2012
2002
2005 2006 2007 2008 2009
2015 2016 2017 2018 2019
Posi Command Positioning Arc data
4012 4014 4015 4016 4017 4018 4019 203
201
4002 4004 4005 4006 4007 4008 4009 202
4022 4024 4025 4026 4027 4028 4029 204
5022 5024 5025 5026 5027 5028 5029 304
5002 5004 5005 5006 5007 5008 5009 302
5012 5014 5015 5016 5017 5018 5019 303
5032 5034 5035 5036 5037 5038 5039 305
6012 6014 6015 6016 6017 6018 6019 403
401
6002 6004 6005 6006 6007 6008 6009 402
6022 6024 6025 6026 6027 6028 6029 404
7022 7024 7025 7026 7027 7028 7029 504
7002 7004 7005 7006 7007 7008 7009 502
7012 7014 7015 7016 7017 7018 7019 503
7032 7034 7035 7036 7037 7038 7039 505
8022 8024 8025 8026 8027 8028 8029
8002 8004 8005 8006 8007 8008 8009
8012 8014 8015 8016 8017 8018 8019
8032 8034 8035 8036 8037 8038 8039
9012 9014 9015 9016 9017 9018 9019 103
101
9002 9004 9005 9006 9007 9008 9009 102
9022 9024 9025 9026 9027 9028 9029 104
MELSEC-Q
MELSEC-Q
MELSEC-Q
MELSEC-Q
MELSEC-Q
MELSEC-Q
MELSEC-Q
MELSEC-Q
MELSEC-Q
MELSEC-Q
MELSEC-Q
MELSEC-Q
MELSEC-Q
MELSEC-Q
MELSEC-Q
MELSEC-Q
MR-H
TE2
QD75D CN1 Pulse F+ Pulse R+ Clear Clear COM
MR-HDP01 Pulser B
DOG
SON Pulser A+
+24VIN
2m max
B19 Generator
24G
Model QD75P1 QD75P2 QD75P4 A1SD71S2
Error display
Start, error, warning
No. of control axes No. of positioning data items
Positioning systems
Comparisons of performance specifications
214748364.8 to Controls
History data storage Start, error, warning
Ation time Setting range
Near pass Error display Error LED
Command pulse output system
Function comparisons
Integrated into error code 508. Error codes 509 to 512 are
Start history storage during error
QD75, errors for the software stroke upper limit are
From the speed limit value is out of the maximum command
Step operation is restarted with the restart command
Normal Not Ready Ready signal
Is changed to Error occurring Axis operation status
Changed functions
Error code comparisons
Added Deleted Fatal warning Common
Not READY/WDT error
Input/output X/Y comparisons
A1SD75
Buffer memory address comparisons
QD75 Pr.42 External command function selection
Positioning complete signal output time 209 359
Allowable circular interpolation error width
Near pass mode selection for path control 216 366
Start Second 100 ms Errors
Test mode flag 450
Error judgment
Start history storage during error 623 Pointer number
Axis warning No
Items of A1SD75 QD75
753 1422
Special start data instruction parameter setting
Speed-position switching control positioning
External input/output signal
Start positioning data No. setting value
Axis error reset
Clock data setting hour
Clock data setting minute, second
Speed-position switching control movement
Acceleration/deceleration time change during
1510 1610 1710
New deceleration time value
Code/condition data
4850 Data
4350
4600
Parameter Start
Data indication No. comparisons
Pr.42 Near pass mode selection for path control
Positioning complete signal output time
Allowable circular interpolation error width
Setting for the movement amount after near-point dog on
Monitor data
Special start data instruction parameter setting value
Speed-position switching control positioning amount
Special start data instruction code setting value
OP absolute position
Control data
Interrupt request during continuous operation
Stop command processing for deceleration stop selection
Cd.42
Positioning data, block start data, condition data
Called block start data with the QD75 Appendix
Input signal comparisons
Input/output signal comparisons
Output signal comparisons
Pulse input Phase
Appendix 10 Melsec Explanation of positioning terms
No.1 No.2
After mode
Clamp command
No.10 Positioning No.11 Code
Forward run Backlash
Auto Tuning Automatic Tuning
Acceleration Deceleration Speed Time
Female thread Male thread
BIN Binary
Full speed Speed Bias speed
Refer to term Feedback Pulse
Change signal
CCW Counterclockwise
C D
No. of pulses Voltage 0 to ±10V To 80,000 Pulses/second
CP Control Continuous Path Control
Converter Digital-to-Analog converter
No.2 No.4 No.6 No.1 No.5 No.3
Near-point dog of the OPR
Positioning Drive Motor Module Unit Power supply
Receiver
For the main For the zero
Rotary encoder
Linear encoder Appendix
Index Scale
OPR speed Dog switch
QD75, F is a status where the module itself has a fault
Rotation by the motor Lead feedrate per screw rotation
Raising
FLS Signal forward limit signal
G50 Max. spindle speed setting
Gain
Incremental Encoder
Right Right No is several millimeters To the right of No
Y0 Forward run Y1 Reverse run
Microswitch
KPPS
Actuator
No.9 Longitudinal Feed No.8 No.1 Latitudinal feed
Code Machine Code
Refer to GD2
Made by Mitsubishi Electric Corp. model MR-HDP01
Rate
NC Language Numerical Control Language
P rate. Refer to the term P Rate
No. of pulses per Per rotation Encoder rotation
OPR Method
This point is the reference
PG0 Pulse Generator Zero
Pronounced pee-jee-zero. Refer to the term Zero Signal
Rate Pulse Rate
Feedback pulses PG0 1 axis rotation
Refer to the term Operation Pattern
Command pulse frequency
Dwell time Positioning complete signal
Loop gain
Forward Reverse
PTP Control Point To Point Control
Refer to the section of term operation pattern
Type Terminal
REAL-TIME Auto Tuning Real-time Automatic Tuning
RLS Signal reverse limit signal
QD75 Ready Servo amplifier
SFC Sequential Function Chart
Execution of extrusion
Motor PLG Encoder
Start Switching signal High speed Incremental positioning
Speed Control
Motor torque MotorLoad
Refer to the term Dwell Time Appendix
Machine OPR Stopper
Lower limit Upper limit Stop
Limit switch
Torque width variations, deviations in the torque
Positioning possible in a 3m 9.84feet range
Rotated by the motor
Also called PG zero. Refer to Zero Signal
Base table Axis
Appendix 11 Positioning control troubleshooting
Trouble type Questions/Trouble Remedy
8192 Setting of 1 m 1pulse is
Changed 1pulse cannot be achieved Thus, the setting 1 m
How can the deceleration stop
No. of pulses Rotation
Trouble type Questions/Trouble
Movement amount per No. of pulses per
Machine OPR, the message
Selected? Setting value
Signal should be turned on at 4ms or more
If possible, set the signal so it does not turn on only
Setting is Deceleration stop, it will be ignored. The same
PLC Ready signal Y0 turns on Module
When a JOG operation is
How can it be canceled? Changing has been executed
Set to Is it possible to count the pulses Not possible
Is there any problem if
To on Parameters When the start signal was turned
Signal ON, warning 100 start
Unit magnification to 10-fold or Is set to
Appendix 12 List of buffer memory addresses
Setting for the movement amount after
Occurrence Hour
Axis in which the error
Error history pointer
1422
815 915 1015 1115 Amount
Md.30 External input/output signal
Special start data instruction No. setting
Memory area Axis monitor data Monitor data
1515 1615 1715 1815 Speed change request
Memory area Axis control data Control data
Cd.42 Stop command processing for deceleration
Axis Simultaneous starting axis start data No
No. of Loop to Lend repetitions
Buffer memory address Axis Operation pattern
Code/condition data No
Dwell time/JUMP destination
Data Parameter
Buffer memory address Axis Memory area Shape
Start data No Point
50th point
Condition judgement target data of the condition
PLC CPU memory area
27.4 136
Appendix 13 External dimension drawing QD75P1/QD75P2/QD75P4
Unit mm
QD75D1/QD75D2/QD75D4
Number
Command in-position width
Axis error occurrence Hour
Axis error occurrence Minute second Md.12 Axis error reset
12-63
Appendix-73
Details of input signals QD75 PLC CPU
Deviation counter clear signal output time
Composite speed Explanation of positioning
External command function selection
Error correction Explanation of positioning terms
Error reset Explanation of positioning terms
External input/output signal
Test mode flag
For starting speed-position switching control
For starting with external command signal
Input signal logic selection
Multi-phase pulse Explanation of positioning
Limit switch Explanation of positioning terms
Manual pulse generator enable flag
15-36
NC language Explanation of positioning terms Appendix-81
Multiplying rate setting Explanation of positioning
No. of write accesses to flash ROM
12-18
Position loop mode Explanation of positioning
Outline of installation, wiring and maintenance
Output signal logic selection
Position-speed switching control enable flag
Pulse output mode Explanation of positioning
Precautions
External command function valid setting
Positioning starting point No
Rotation direction setting
Restart command
RLS signal Explanation of positioning terms
Setting for the movement amount after near-point Dog on
Speed-position switching control ABS mode
Special start data instruction code setting value
Special start data instruction parameter setting
Speed-position switching control Explanation
Time chart
Stop command processing for deceleration stop
Stop signal Explanation of positioning terms
Time chart for starting position-speed
Tracking function Explanation of positioning
Unit setting Explanation of positioning terms
With mode Explanation of positioning terms
Turntable Explanation of positioning terms
Memo
Gratis Warranty Range
Gratis Warranty Term and Gratis Warranty Range
Gratis Warranty Term
Overseas service
Page
Page
QD75-U-S-E 13JR09 SHNA-080058-H0506MEE
 Positioning data setting example
Positioning data setting example